








 | |
| SALD-2300 | |
|---|---|
| General Specifications | |
| Measurement principle | Laser Diffraction Method |
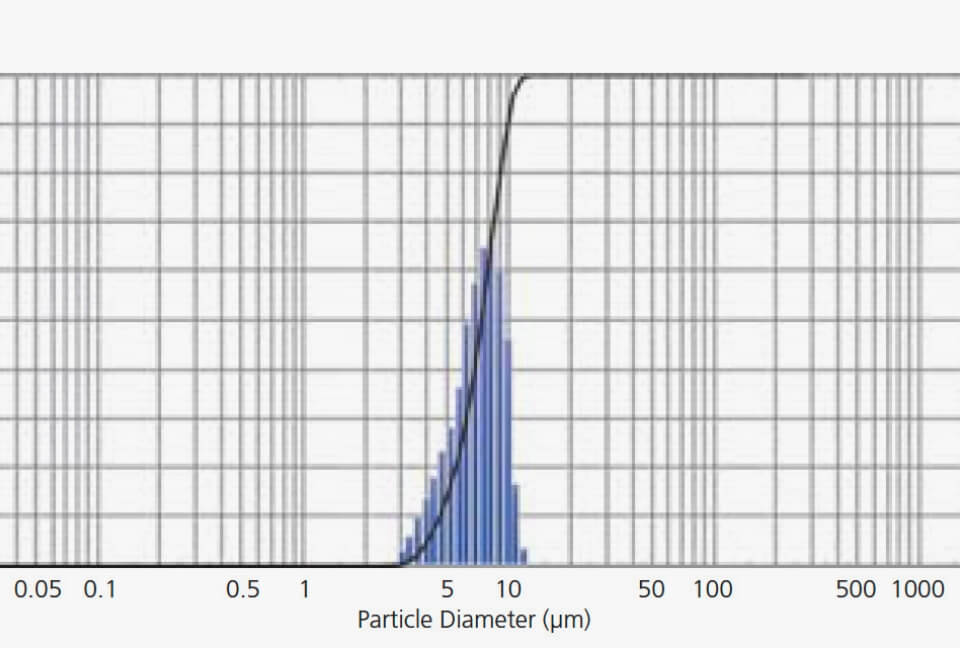
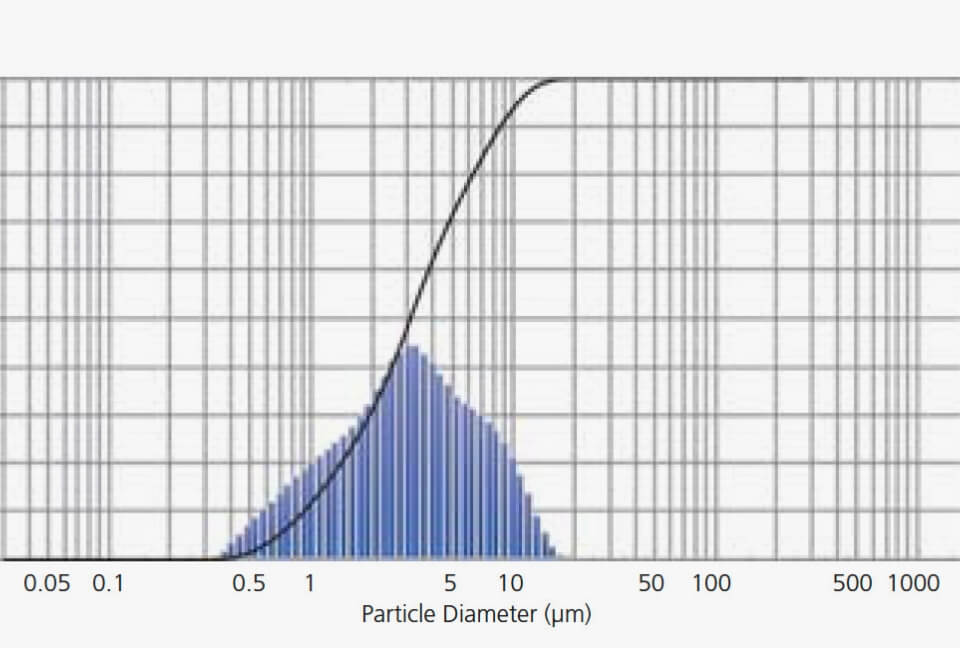
| Measurement range |
|
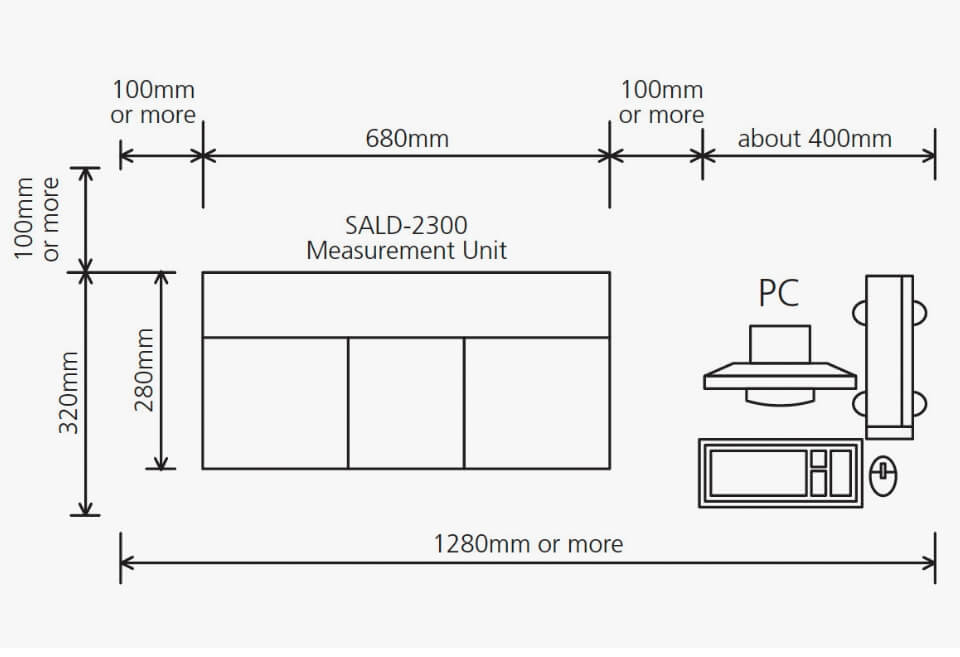
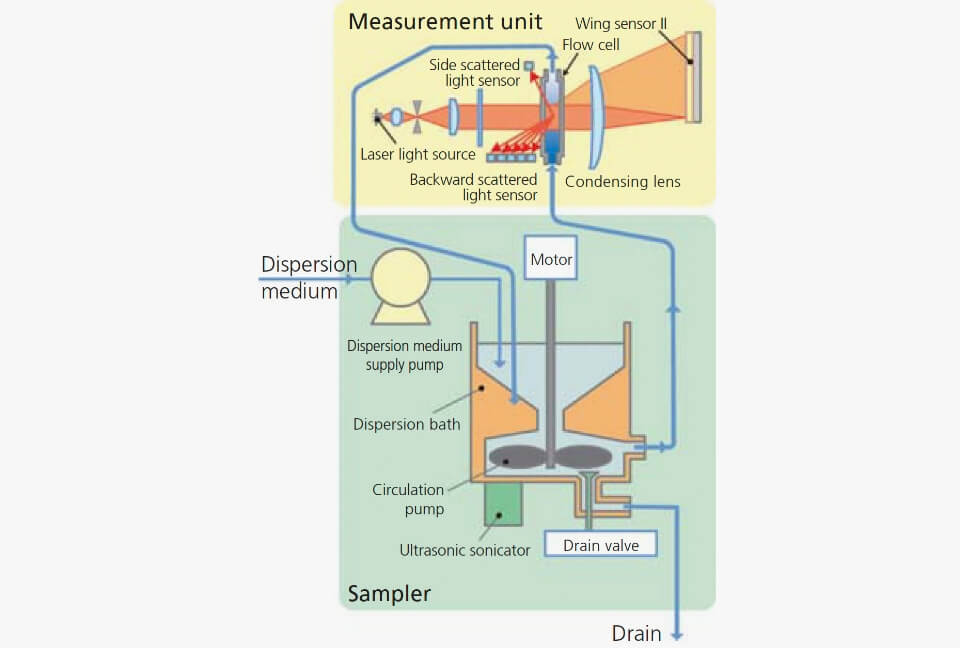
Measurement Unit: SALD-2300 (P/N: 347-61700-42[115V], 347-61700-44[230V]) | |
| Light source | Red Semiconductor laser (Wavelength 680 nm) |
| Light detector | Detector elements for UV semiconductor laser Total 84 elements (78 forward, 1 side, 5 back) |
| System Compliance | Class 1 Laser Product, CE compliant |
| Required power supply | 115 or 230 VAC as ordered 100 VA |
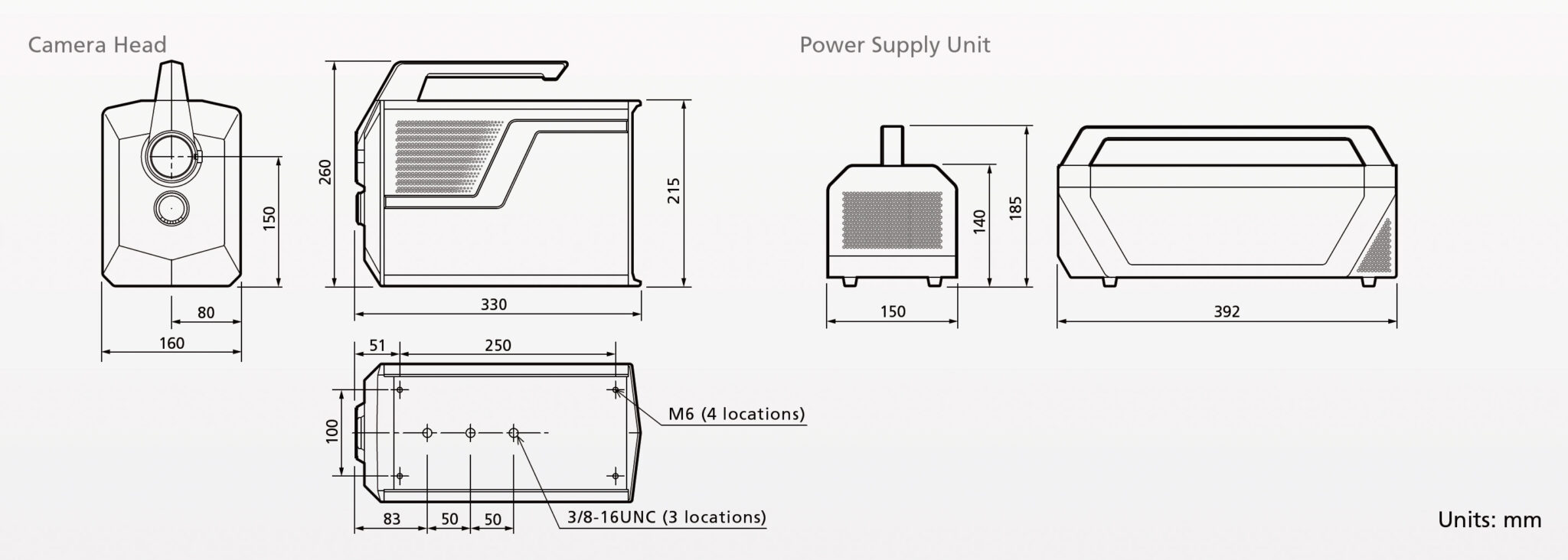
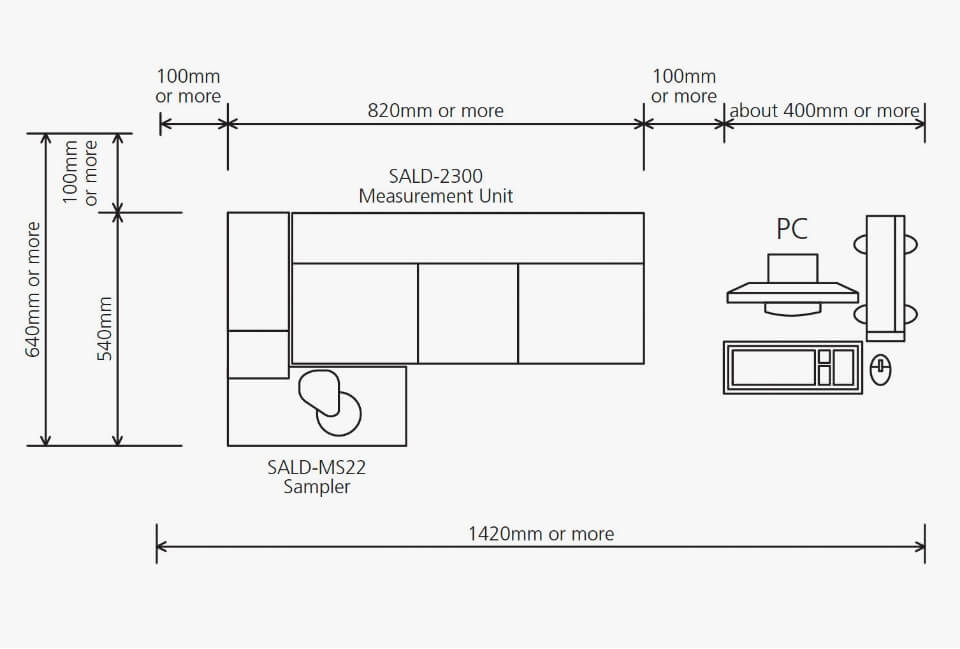
| Dimensions & weight | W680mm×D280mm×H430mm, 31kg |
| Operating Environment | Temperature: 10 to 30°C, Humidity: 20 to 80 % (no condensation) |
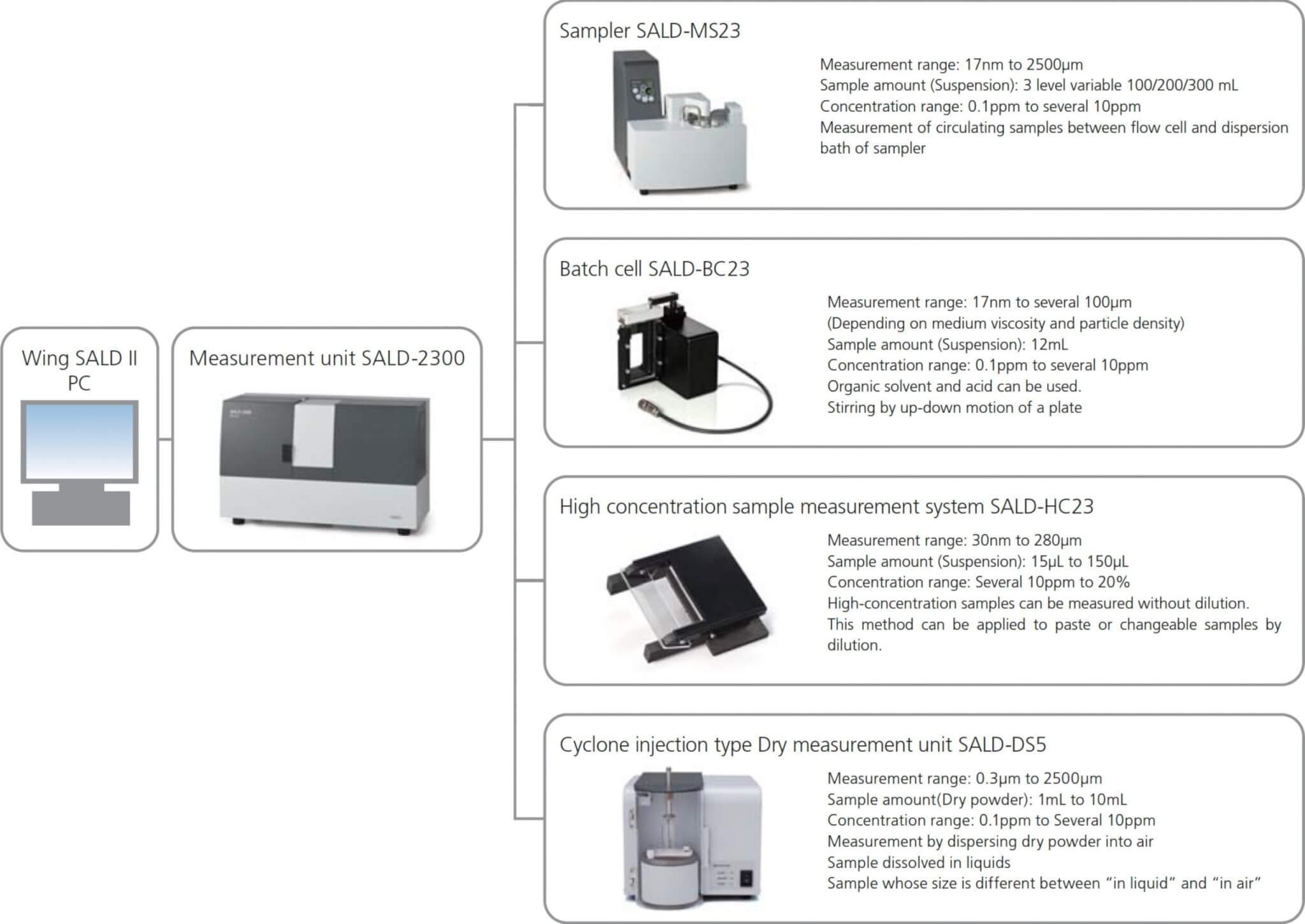
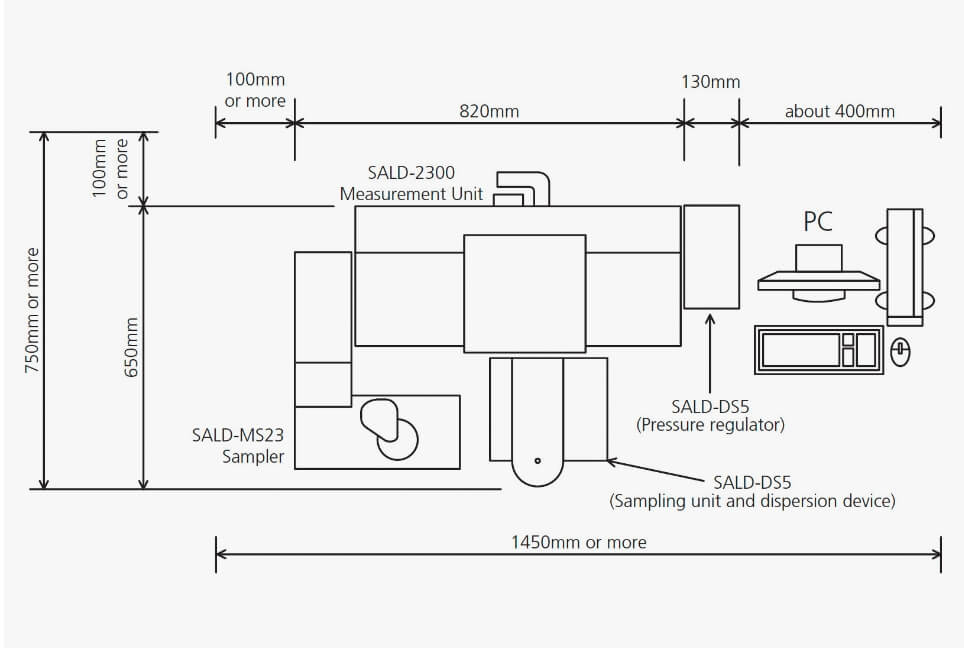
| Sampler: SALD-MS23 (P/N: 347-61701-42[115V], 347-61701-44[230V]) | |
| Dispersing bath | Capacity: 100~280cm3 |
| Sonicator | Frequency about 32 kHz, output about 40 W |
| Liquid Pump | Radial pump, maximum flow rate 2000cm3/min |
| Liquid Pump Material | Stainless (SUS 304, SUS 316), Tetrafluoroethylene (PTFE), Perfluoroelastmor (FEP) or Kalrez, Thermoflon Pascal (inside) |
| Liquid Supply Pump | Diaphragm pump, maximum flow rate 750cm3/min |
| Liquid Supply Pump Material | Tetrafluoroethylene, polyvinyl dene fluoride |
| Flow Cell | Quartz glass |
| Required power supply | 115 or 230 VAC as ordered, 200 VA |
| Dimensions & weight | W390mm×D520mm×H430mm,18kg |
| Operating Environment | Temperature: 10 to 30°C, Humidity: 20 to 80 % (no condensation) |
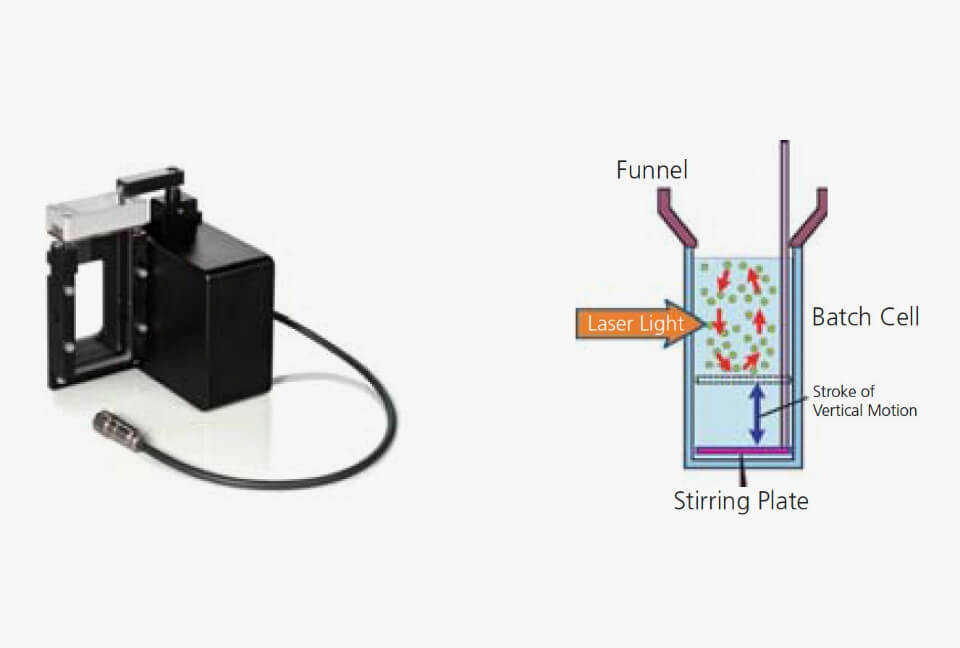
| Batch Cell: SALD-BC23 (P/N: 347-61702-42) | |
| Cell Material | Quartz glass |
| Required Liquid Volume | Approx. 12 cm3 |
| Stirrer Mechanism | Up-and-down movement of blade |
| Dimensions & weight | W100mm×D120mm×H140mm, 0.8kg |
| Operating Environment | Temperature: 10 to 30°C, Humidity: 20 to 80 % (no condensation) |
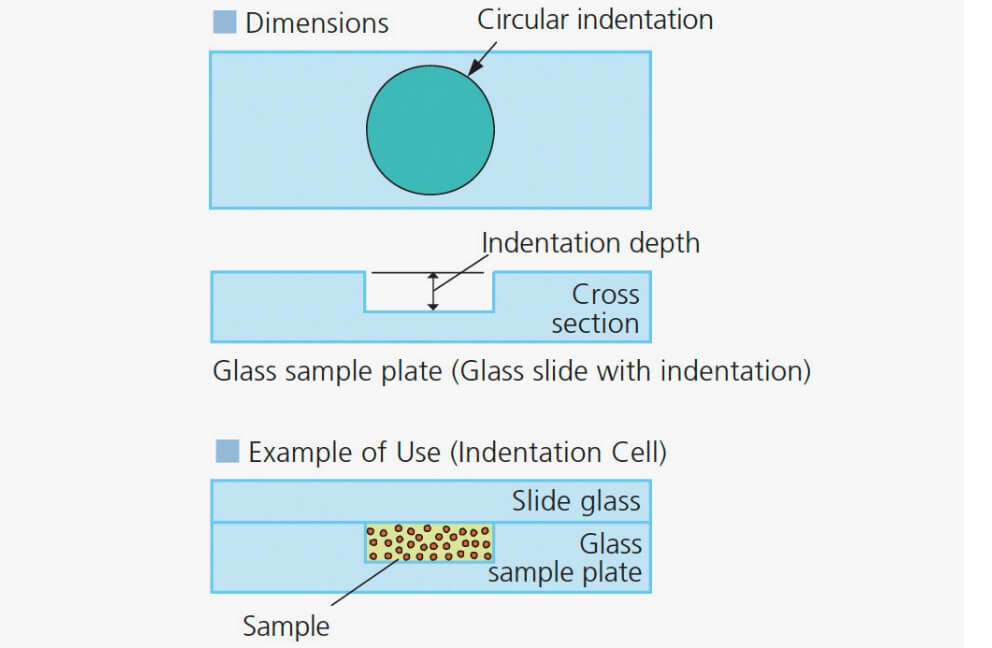
High-concentration Sample Measurement System: SALD-HC23 (P/N: 347-61703-42) | |
| Cell Material | Borosilicate glass |
| Required Liquid Volume | Approx. 0.15 cm3 |
| Dimensions & weight | W20mm×D100mm×H9mm, 0.2kg |
| Operating Environment | Temperature: 10 to 30°C, Humidity: 20 to 80 % (no condensation) |
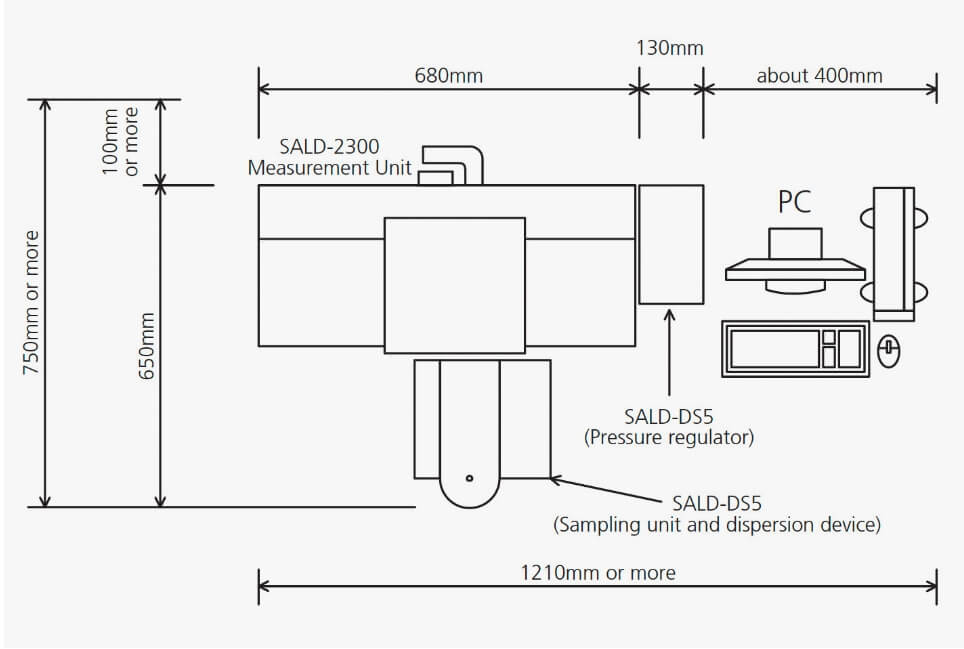
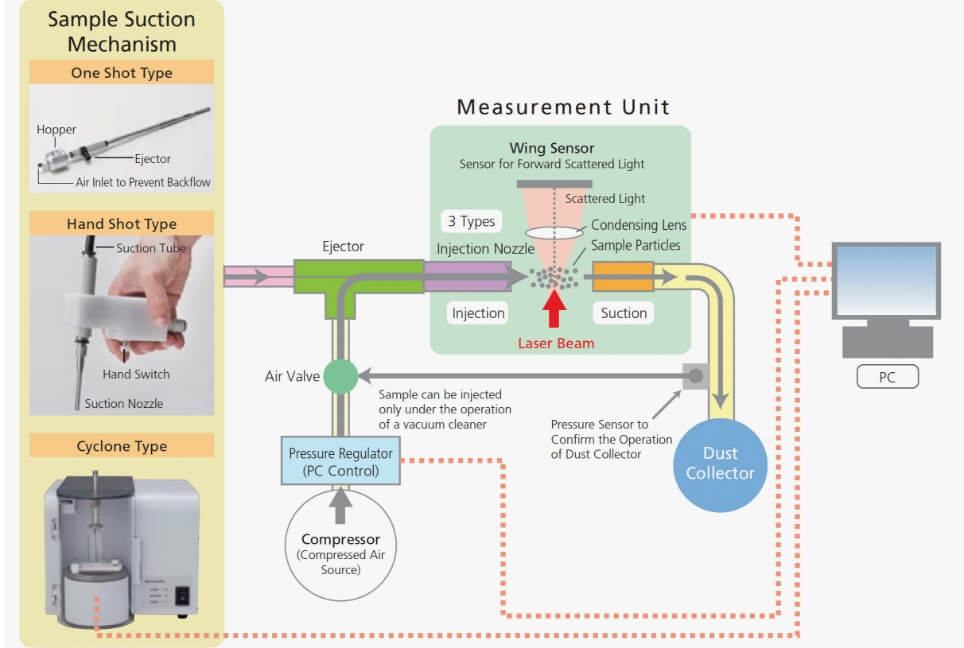
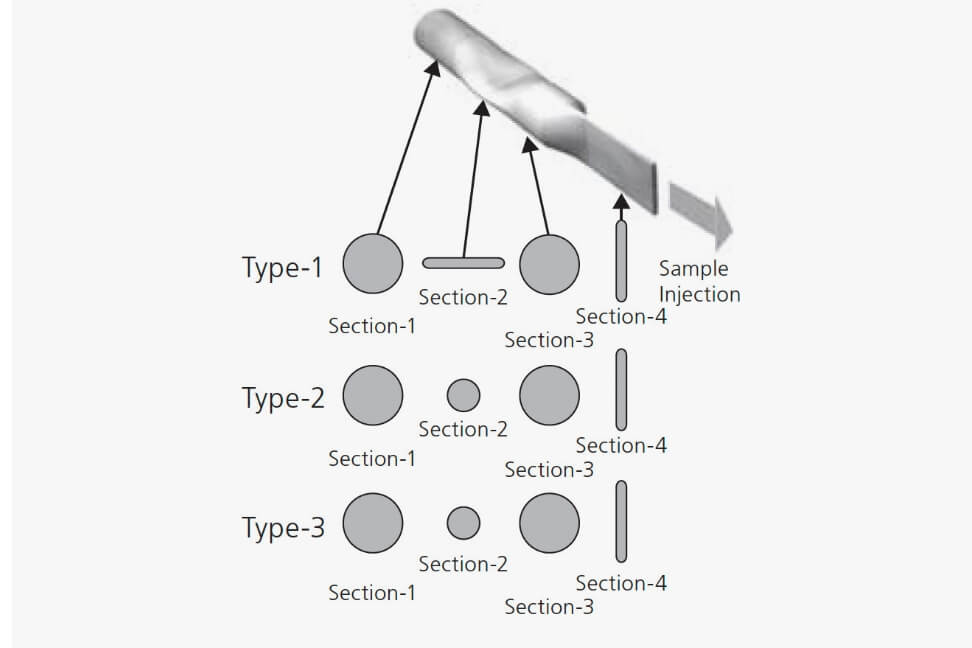
Cyclone Injection Type Dry Measurement Unit: SALD-DS5 (P/N: 347-61706-42[115V], 347-61706-44[230V]) | |
| Sample suction types | Cyclone type / One shot type / Hand shot type |
| Suction nozzle | Can be selected from 3 types |
| Sampling Unit Specifications | |
| System | Cyclone type |
| Communication method | USB (PC control) |
| Required power supply | 115/230VAC(±10%), 100VA, 50/60Hz (excluding dust collector and compressor) |
| Dimensions & weight | W 240×D 310×H 210 mm, 10 kg |
| Operating Environment | Temperature: 10 to 30°C, Humidity: 20 to 80 % (no condensation) |
| Pressure Regulator Specifications | |
| Primary pressure | 0.6 to 0.8 MPa |
| Secondary pressure | 0.05 to 0.5 MPa |
| Filtration rating | Removing particles of 5 μm or larger |
| Connection to air source | Tube of 6 mm outside diameter |
| Communication method | USB (PC control) |
| Required power supply | 115/230VAC(±10%), 100VA, 50/60Hz (excluding dust collector and compressor) |
| Dimensions & weight | W 130×D 223×H 233 mm, 3 kg |
| Operating Environment | Temperature: 10 to 30°C, Humidity: 20 to 80 % (no condensation) |
| Requirements for compressor and dust collector | |
| Compressor |
|
| Dust collector |
|
| |
| SALD-2300 | |
|---|---|
| Measurement and Data Display Functions | |
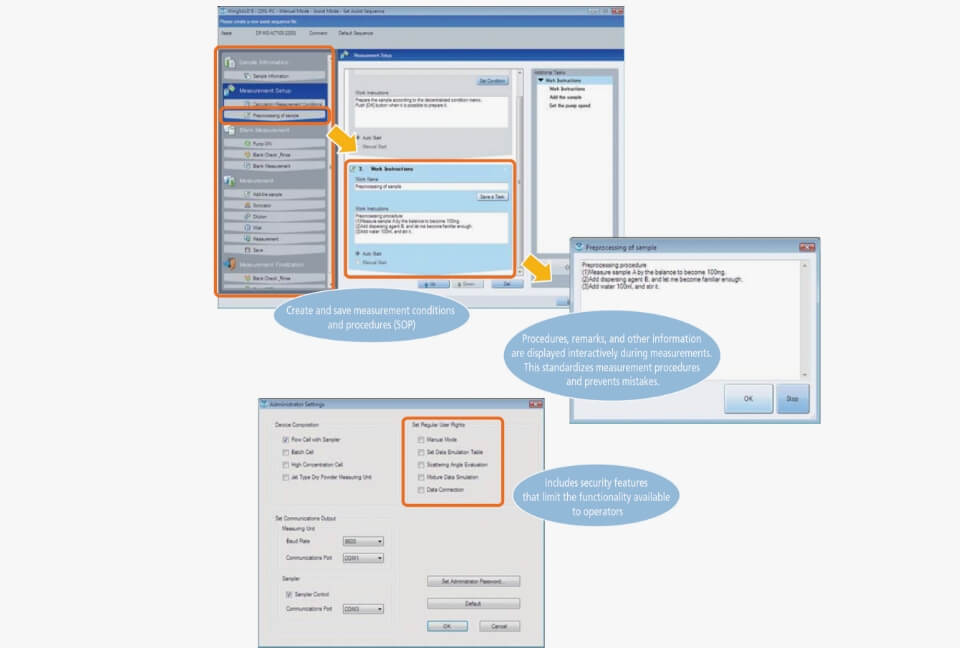
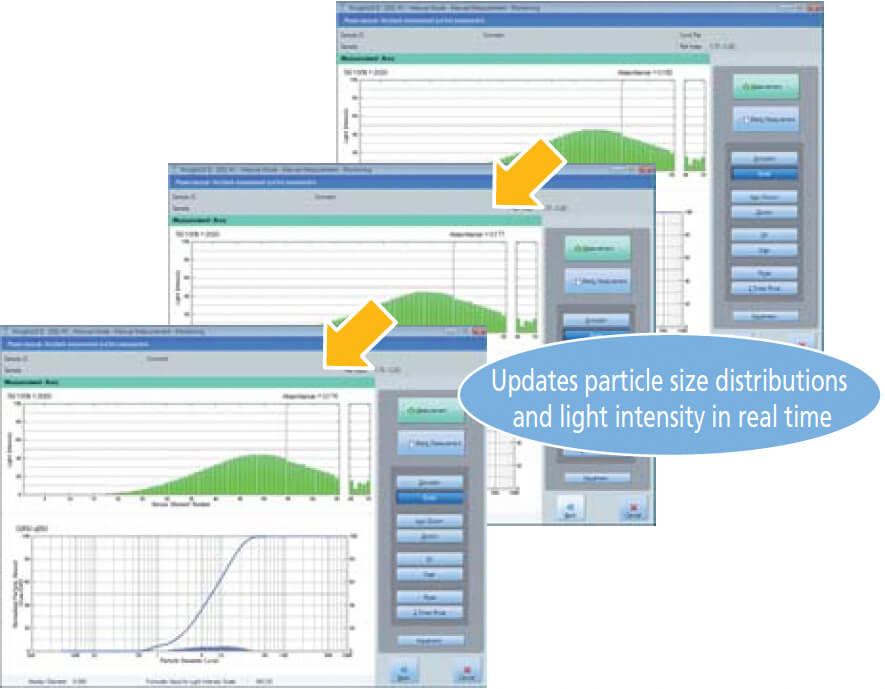
| Measurement of Particle Size Distribution | Allows measurements using measurement assistant function (interactive process based on SOP) |
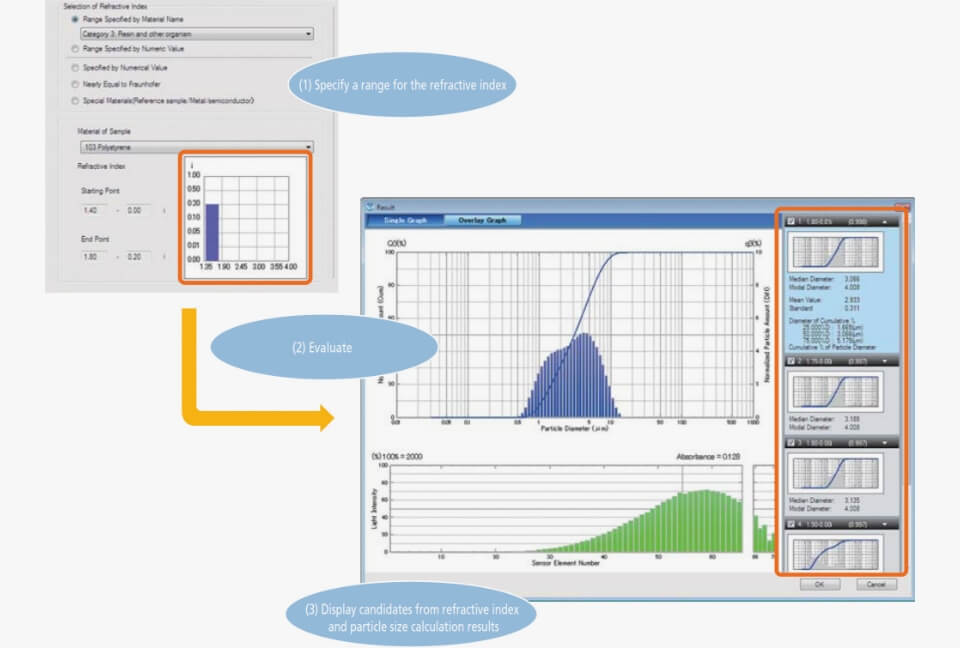
| Refractive Index Setting | Automatic refractive index calculation function (LDR method: Light Intensity Distribution Reproduction Method) makes setting the refractive index easy. |
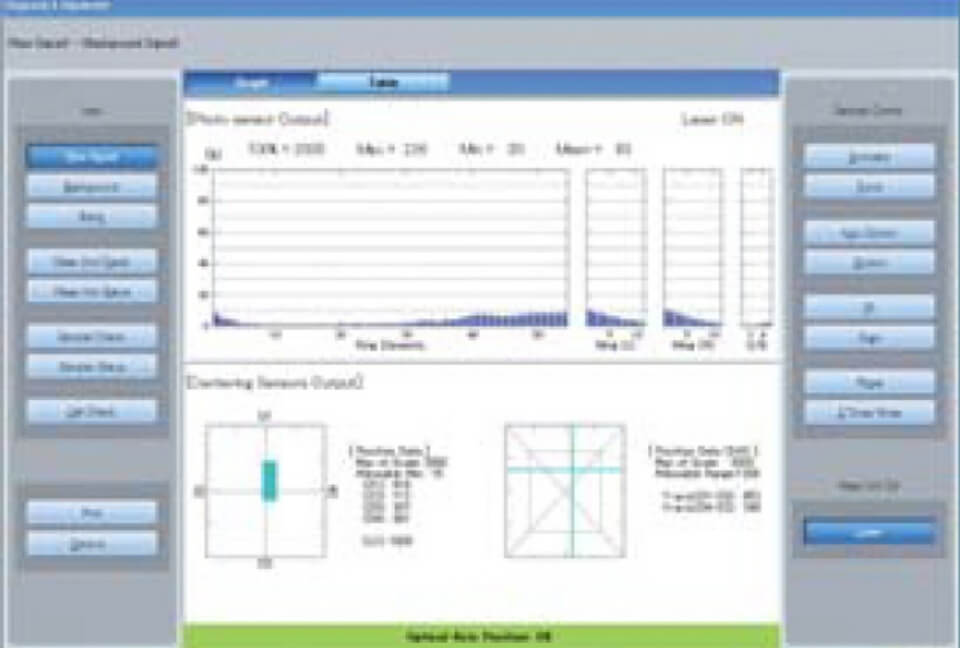
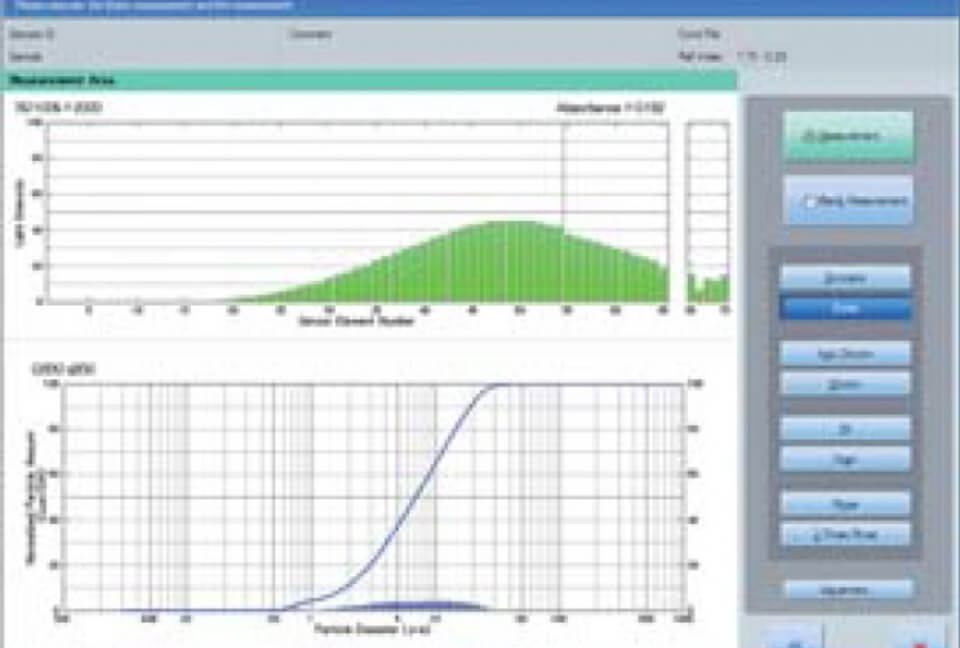
| Real-Time Display | Particle size distribution/light intensity distribution simultaneous display |
| Diagnostics/Adjustments | Self-diagnostic function and cell check function |
| Recalculation of Particle Size Distribution | Batch recalculation of max. 200 distributions |
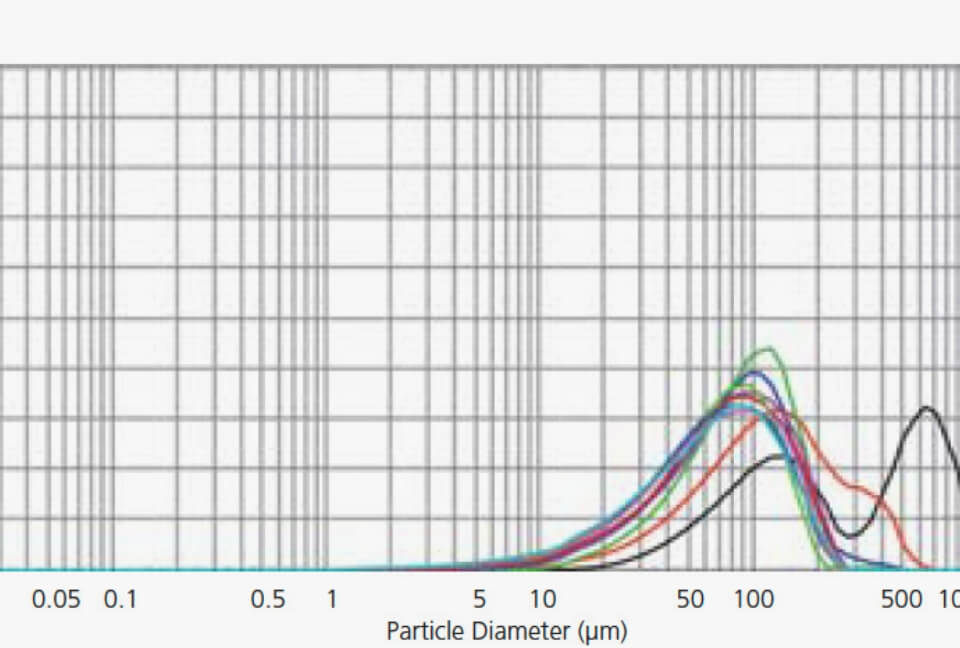
| Display of Particle Size Distribution Data | Displays overlay of max. 200 distributions |
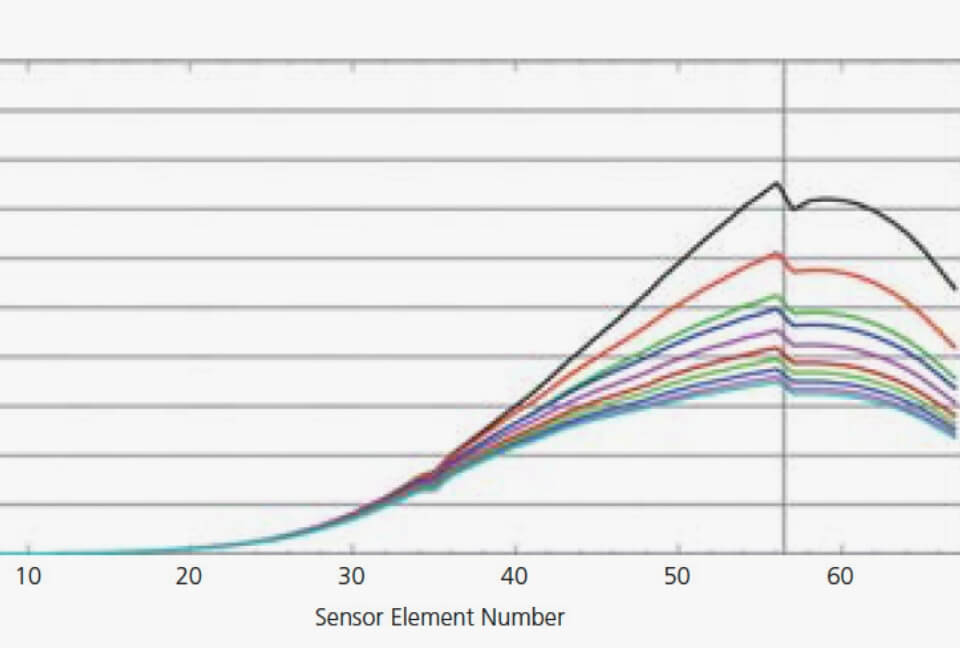
| Display of Light Intensity Distribution | Displays overlay of max. 200 distributions |
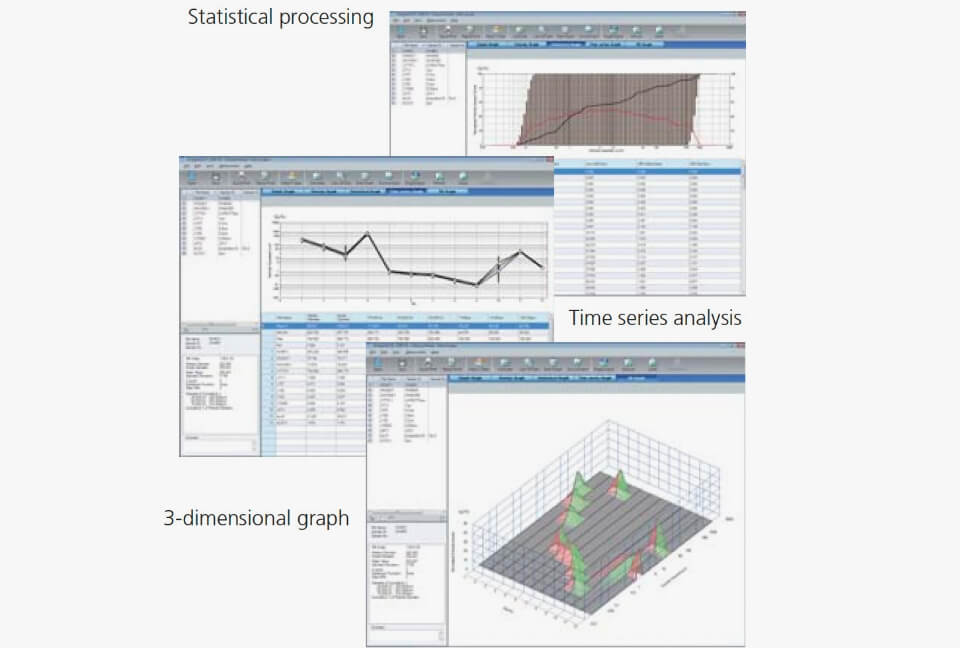
| Statistical Data Processing | Max. 200 sets of data (also allows overlaying max. 200 data sets) |
| Time-Series Processing | Max. 200 sets of data |
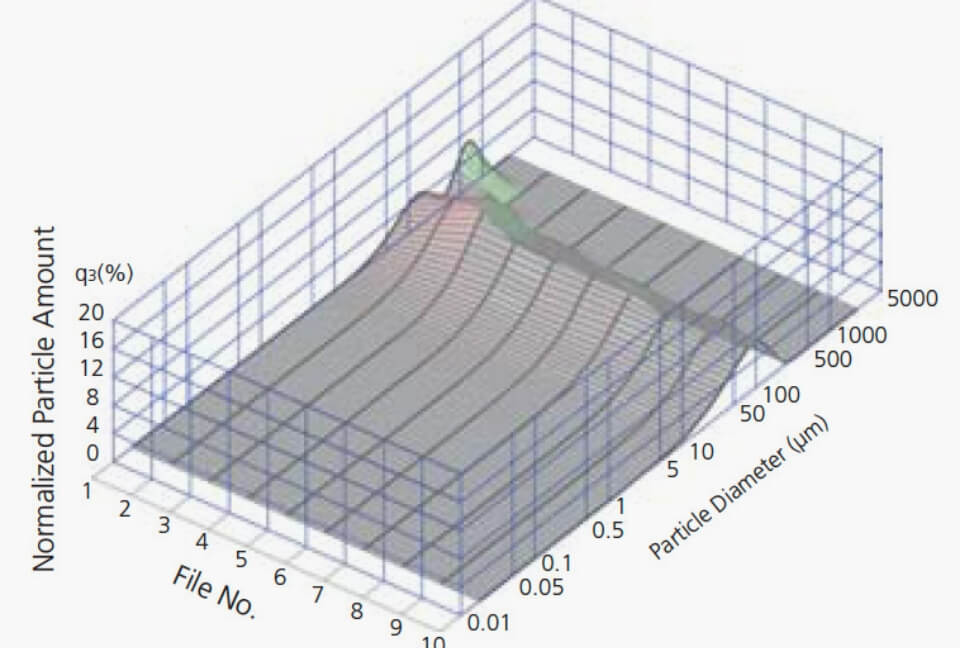
| 3-Dimensional Graphing | Max. 200 sets of data |
| Data Transfer via Clipboard | [Image Output]: Outputs entire data sheet or graph only. [Text Output]: Outputs summary data, particle size distribution data, or light intensity distribution data. |
| Data Sorting | Sorts by file name, sample ID, sample number, or refractive index |
| Output Conditions | |
| Particle Size (μm) Divisions | Fixed 51 or 101 divisions User settable 51 divisions |
| Particle Amount (%) Divisions | Fixed 51 divisions User settable 51 divisions |
| Distribution Basis | Count, length, area, or volume |
| Expression of Cumulative Distribution | Oversized or undersized |
| Expression of Frequency Distribution | q, q / Δ×, q / Δlog × |
| Smoothing Levels | 10 levels |
| Distribution Function Fitting | Rosin-Rammler distribution, logarithmic Gaussian distribution |
| Data Shifting | ±10 levels |
| Report Function | Single data sets (6 templates), overlaid data (5 templates), statistical data, time-series data, or 3D data can be selected and output using batch processing |
| Data Analysis Functions | |
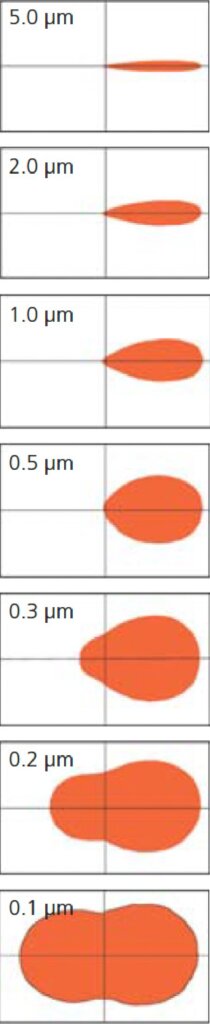
| Scattering Angle Evaluation Function | Evaluates scattering characteristics within micro angle regions for samples such as optical films and sheets. |
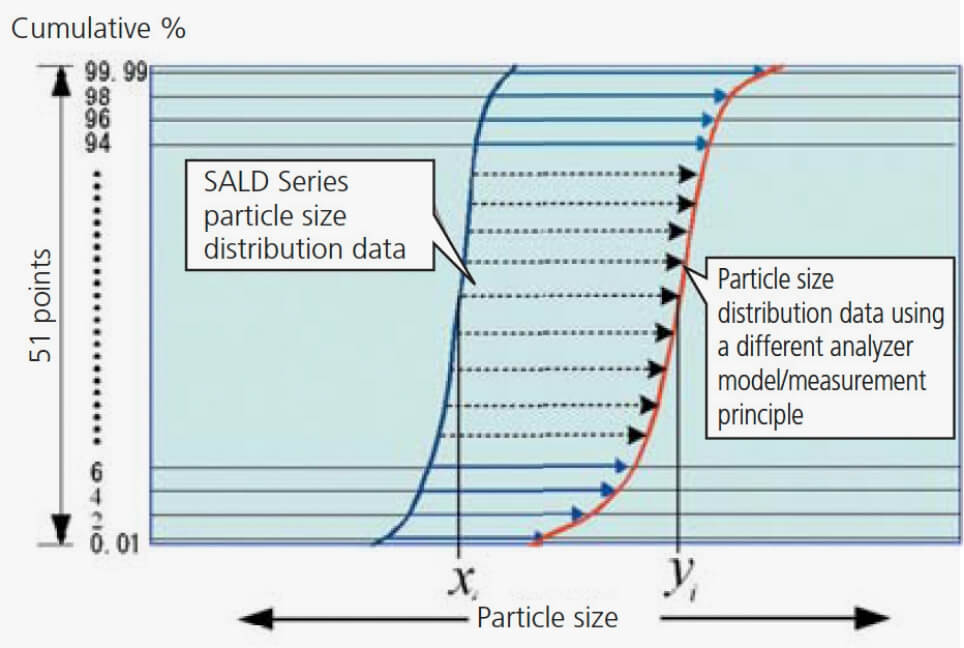
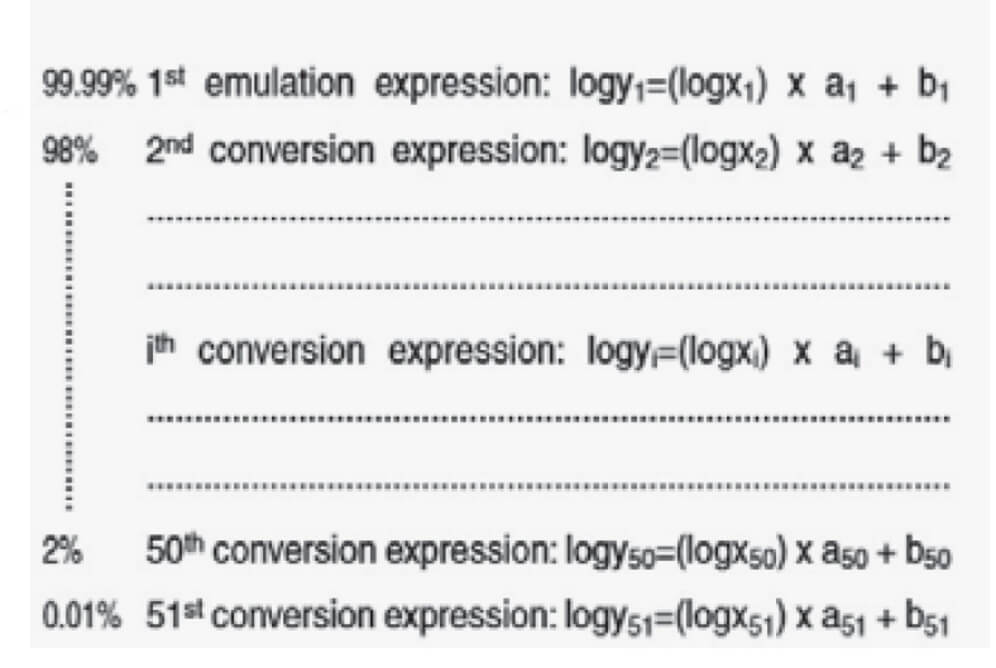
| Data Emulation Functions | Emulates measurement results from other instruments and measurement principles, using SALD series measurement results. |
| Mixture Data Simulation Function | Simulates particle size distributions using any mixture ratio of multiple particle size distributions. |
| Data Connection Function | Combines two particle size distributions with different measurement ranges at any particle size point to create a single particle size distribution. |
| Continuous Measurement Function | Continuously measures changes in particle size distributions and particle diameters over time, at intervals as short as one second, and saves the results. |
| ||
| SALD-2300 | ||
|---|---|---|
| OS | Windows 7 | |
| CPU | Pentium Dual-Core 2.5GHz min. 7 | |
| MEMORY | 2GB min. | |
| HDD | Min. 1 GB of free space required | |
| CD-ROM Drive | Required for software installation | |
| USB Port | Unit Name | Required USB port |
| SALD-2300 | 1 port | |
| SALD-BC23 | 0 | |
| SALD-MS23 | 1 port | |
| SALD-HC23 | 0 | |
| SALD-DS5 | 2 ports | |
| Printer | 1 port | |
| Display | SXGA (1280×1024 pixels) min. | |
| Printer | Must be compatible with operating system. |


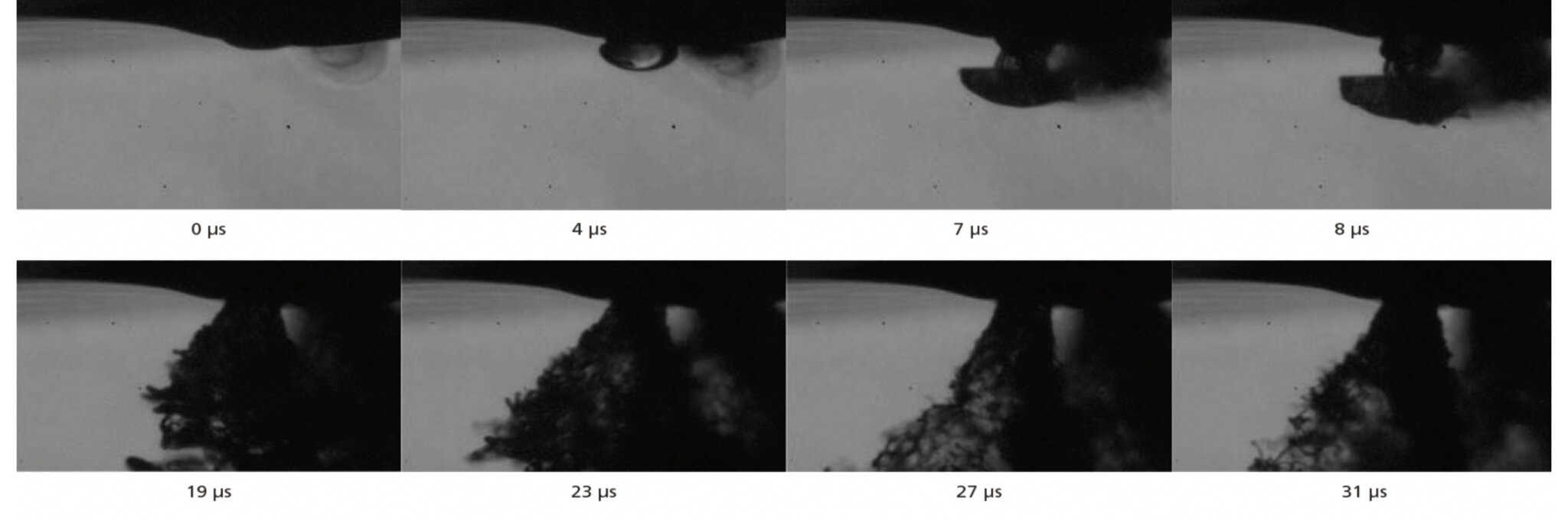
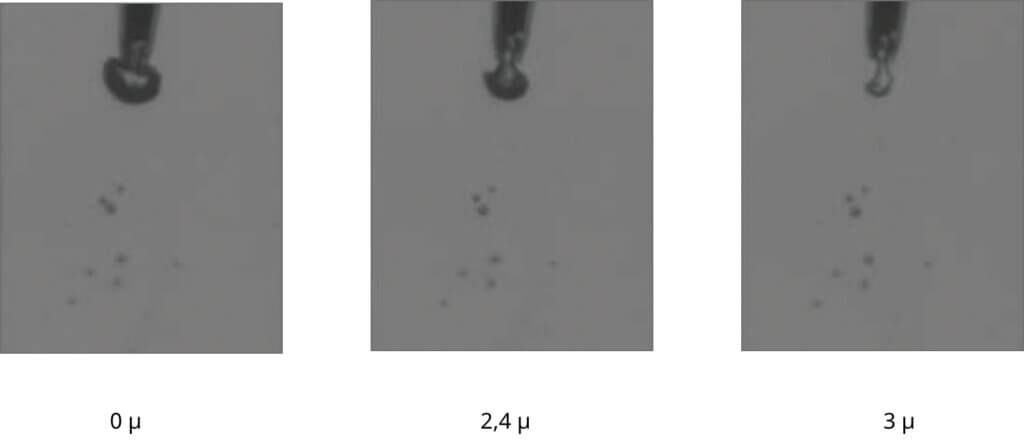


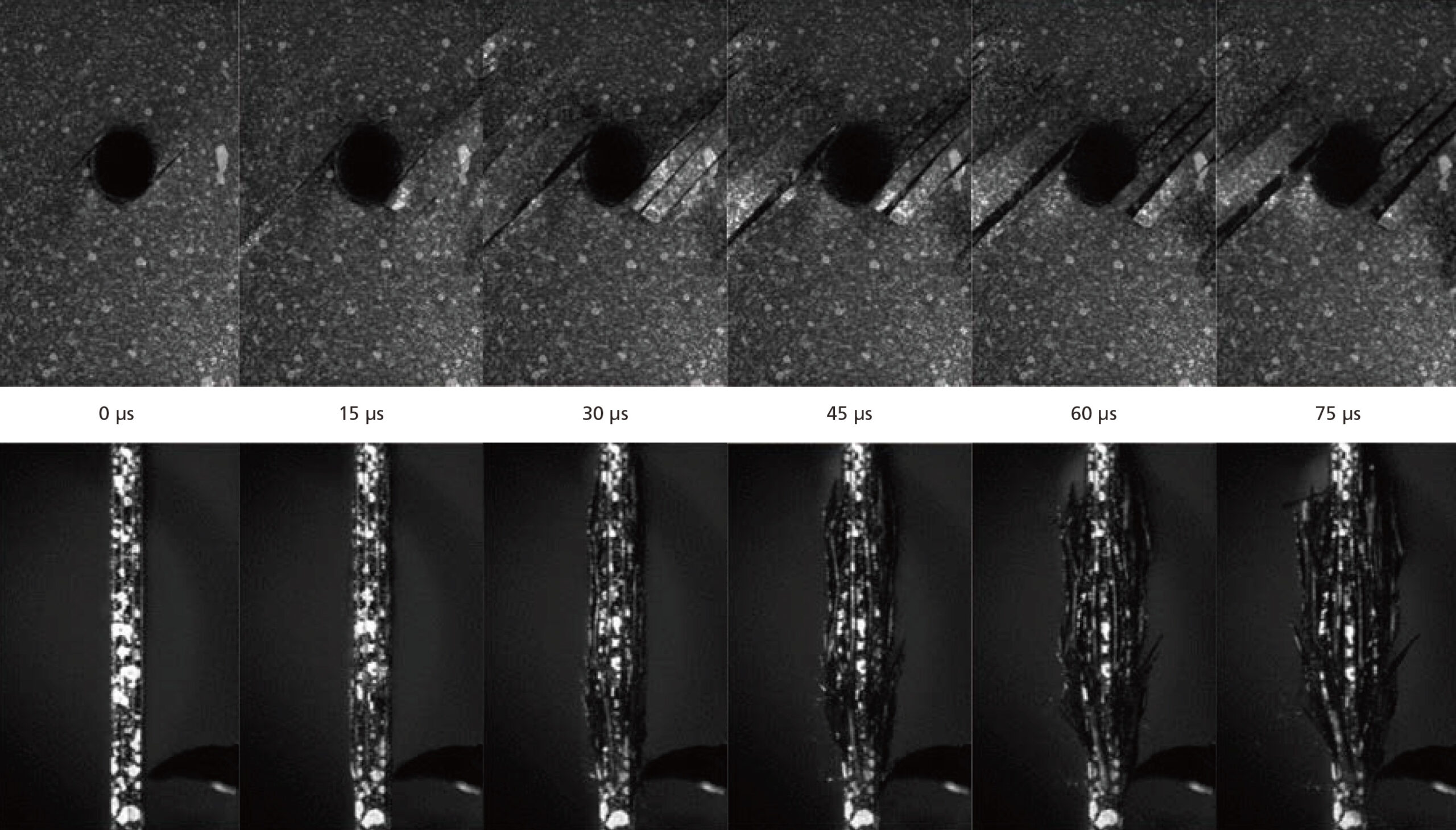
Width of field of view: Approx. 0.8 mm