Rezumat
Am examinat aplicabilitatea metodei modificate de testare la forfecare interlaminară prin compresie cu crestătură, care este eficientă pentru obținerea proprietăților de forfecare interlaminară ale CFRP termoplastice, la materialele țesute simple GFRP, care sunt utilizate pe scară largă în industrie. A fost creat un model de analiză CAE pe baza rezultatelor observării structurii la mezoscară prin CT cu raze X și a fost efectuată o analiză de omogenizare axată pe condițiile de constrângere ale epruvetei de testare din punctul de vedere al coeficientului de frecare. Valorile măsurate și rezultatele analizei au arătat o bună concordanță.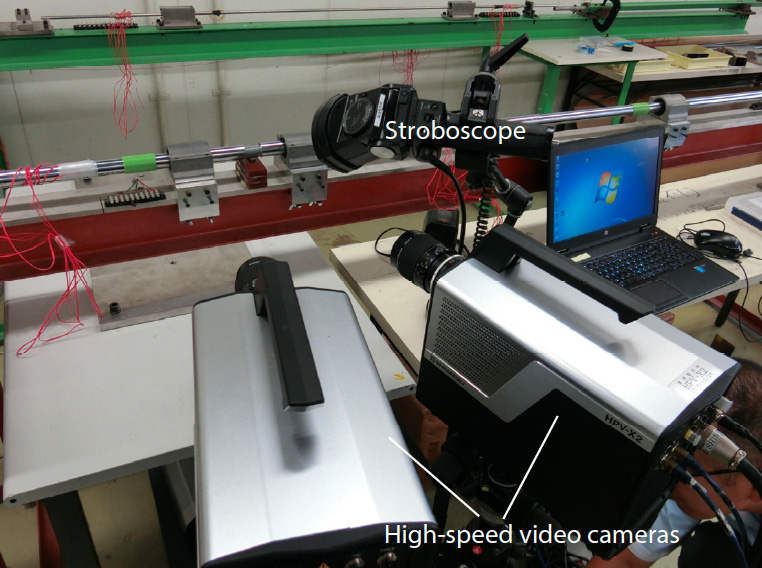
Introducere
În ultimii ani, materialele plastice ranforsate cu fibre de sticlă (GFRP), care au o rezistență specifică ridicată și o prelucrabilitate și o turnabilitate excelente, au fost aplicate pe scară largă la substraturile electronice, nave și piese exterioare auto și au devenit un material indispensabil. GFRP, care este un material compozit, are anizotropie și prezintă un comportament complicat de deformare și fractură în funcție de direcția axei principale a solicitării aplicate: tensiune, compresie, încovoiere, forfecare în plan, forfecare interlaminară și în afara planului sau o combinație a acestora. Atunci când se proiectează produse folosind ingineria asistată de calculator (CAE), există o mare nevoie de metode de testare care pot evalua comportamentul la rupere al fiecărei componente în parte.
*1 Cybernet Systems Co., Ltd. Divizia mecanică CAE.
*2 SHIMADZU CORPORATION
Retardantul la flacără de tip 4 (FR4), care este fabricat din fibră de sticlă și rășină epoxidică, este utilizat pe scară largă în plăcile de circuite imprimate pentru dispozitive electronice.
Folosirea intensă a FR4 se datorează faptului că materialul GFRP cu țesătură simplă are proprietăți ridicate de izolare electrică și neinflamabilitate și că, datorită efectului de ranforsare al fibrei de sticlă, există puține modificări dimensionale ale suprafeței cauzate de căldură. Cu toate acestea, deoarece acest material are o structură laminată, fibrele sunt orientate în plan, dar nu există aproape nicio orientare a fibrelor între lamele, ceea ce îl face o structură bogată în rășină. Prin urmare, în timp ce proprietățile mecanice excelente sunt prezentate în direcția în plan, efectul de ranforsare al fibrelor este slab în direcția interlaminară, astfel încât proprietățile fizice ale rășinii matricei sunt dominante și este de așteptat un comportament neliniar datorat cedării rășinii. Este important să se înțeleagă cu exactitate proprietățile de forfecare interlaminară pentru a reproduce prin simulare numerică comportamentul de deformare care este foarte afectat de proprietățile rășinii matricei, cum ar fi îndoirea și exfolierea.
Mai multe metode de testare au fost propuse ca metode reprezentative pentru măsurarea proprietăților de forfecare interlaminară ale compozitelor (1-3). În orice metodă de testare, forma gabaritului este complicată și este dificilă fabricarea unei epruvete pentru o testare la forfecare interlaminară deoarece dimensiunea epruvetei trebuie să fie lungă în raport cu direcția de laminare a materialului compozit
(4). De altfel, metoda de testare a rezistenței la forfecare interlaminară prin compresie cu crestătură, care aplică o sarcină de compresie la fața de capăt a unei epruvete mici, adoptată în JIS K 7092, este utilizată pe scară largă ca metodă de testare care poate evalua cu ușurință rezistența la forfecare interlaminară a materialelor plastice ranforsate cu fibre de carbon (CFRP)
(5). Dimensiunea epruvetei în direcția de laminare necesară pentru acest test este cuprinsă între 3,5 și 6,5 mm, ceea ce face posibilă fabricarea cu ușurință a epruvetelor cu o cantitate mică de material. Cu toate acestea, această metodă de încercare nu poate obține deformarea la forfecare deoarece zona în care se concentrează deformarea la forfecare interlaminară este foarte îngustă.
Cu toate acestea, în ceea ce privește metoda de testare la compresie a CFRP termorigide, în cercetările anterioare
(6) s-a sugerat prin calcul că regiunea de deformare prin forfecare interlaminară poate fi extinsă prin creșterea gradului de suprapunere a canelurilor crestate. În ultimii ani, au fost publicate exemple de încercări de forfecare interlaminară prin compresiune cu crestături modificate, în care regiunea de deformare prin forfecare interlaminară poate fi extinsă prin adâncirea canelurii crestate a unei epruvete, iar un manometru poate fi atașat la regiunea de deformare
(4). S-a constatat că caracteristicile neliniare ale forfecării interlaminare pot fi obținute direct din tensiunea de forfecare nominală calculată obținută prin împărțirea forței de încercare la compresiune obținute de la mașina de încercare la suprafața de forfecare dintre canelurile crestate și deformația măsurată obținută de la tensiometru. În această metodă de testare, a fost utilizată o cameră digitală sincronizată cu mașina de testare pentru a observa și evalua zonele mici, iar măsurarea deformării a fost efectuată prin analiza de corelare digitală a imaginilor (DIC). Prin utilizarea analizei DIC pentru măsurarea deformării, s-a constatat că deformarea de forfecare interlaminară poate fi măsurată cu ușurință de la o deformare mică la o deformare mare, fără a vă face griji cu privire la căderea sau limitele de măsurare în timpul măsurării cu tensiometru. În această lucrare, examinăm dacă metoda modificată de testare prin compresie cu crestătură, care este eficientă în obținerea proprietăților de forfecare interlaminară ale CFRP termoplastice, este aplicabilă GFRP țesute simplu, care este un material armat cu fibre continue utilizat pe scară largă în industrie.
Pe de altă parte, eforturile de a înlocui o parte din testele reale cu simularea numerică (analiza CAE) au devenit din ce în ce mai importante ca răspuns la reducerea diferitelor costuri asociate cu producția de prototipuri și la recenta mișcare de promovare a transformării digitale (7) asociată cu noua problemă a coronavirusului. Informațiile de intrare necesare pentru realizarea analizei CAE pot fi împărțite în general în trei tipuri: modele de analiză, proprietăți ale materialelor și condiții limită. În special, este foarte dificil să se obțină proprietățile materialelor pentru materialele compozite cu anizotropie. Comportamentul elastic în materialele izotrope este caracterizat de patru proprietăți: modulul lui Young, raportul lui Poisson, modulul de forfecare și modulul masiv. În general, modulul Young și raportul Poisson, care sunt ușor de măsurat experimental, sunt aplicate ca valori de intrare, iar măsurarea modulului de forfecare nu este necesară. Cu toate acestea, pentru materialele anizotrope, modulul Young și modulul de forfecare sunt independente unul de celălalt și trebuie măsurate independent.
În paralel cu eforturile de a obține modulul de forfecare descris mai sus prin testare, au fost efectuate numeroase studii pentru a prezice analitic proprietățile materialelor.
Regula amestecului (8), care este cunoscută drept cea mai clasică metodă, permite prezicerea proprietăților materialelor prin calcule simple care pot fi efectuate manual. Cu toate acestea, regula amestecului presupune că fibrele și rășinile care alcătuiesc materialul compozit sunt conectate în serie sau în paralel cu direcția axei de încărcare sau, cu alte cuvinte, se presupun condiții idealizate pentru a facilita calculele, astfel încât poate fi aplicată numai la materiale compozite foarte limitate, cum ar fi armătura unidirecțională. Metoda incluziunii echivalente propusă de Eshelby (8) și extensia sa, teoria Mori/Tanaka (9), poate fi aplicată la mai multe materiale compozite decât regula amestecului, dar eficacitatea sa nu este suficient demonstrată, cu excepția materialelor compozite cu fibre discontinue, cum ar fi produsele turnate prin injecție, deoarece dezvoltarea teoretică se bazează pe presupunerea că forma incluziunii este un sferoid. Metoda de omogenizare (10) utilizată în această lucrare atrage atenția ca o metodă care poate rezolva aceste probleme. În metoda de omogenizare, un model care reprezintă structura la mezoscară a unui material compozit (în cazul GFRP, dimensiunea la care poate fi observată structura eterogenă a fibrelor și rășinii) este utilizat pentru a simula un test al materialului utilizând metoda elementelor finite și se efectuează un test numeric pentru a evalua răspunsul aparent al materialului și pentru a măsura proprietățile materialului. Deoarece interacțiunea dintre fibre poate fi luată îndeaproape în considerare, problema de mai sus poate fi rezolvată în mod generic pentru orice material compozit.
În ultimii ani, există o tendință puternică de a utiliza în mod activ noi materiale pentru a îmbunătăți performanța produselor, iar pe piață sunt introduse, unul după altul, noi materiale compozite. Versatilitatea metodei de omogenizare o face cea mai potrivită abordare pentru tendințele din această piață a materialelor. Pentru detalii privind metoda de omogenizare, consultați Nota de aplicare existentă nr. 58 (11). Este important să subliniem aici că metoda de omogenizare necesită, de asemenea, informații de intrare, cum ar fi forma microstructurii și proprietățile materialelor fibrelor și rășinilor individuale pentru a efectua simulări. Cu alte cuvinte, problema obținerii proprietăților fizice nu poate fi rezolvată doar prin tehnologia de analiză, ci caracteristicile materialelor compozite pot fi determinate doar printr-o combinație de măsurare și analiză.
În Nota de aplicare nr. 58, au fost prezentate exemple de verificare a proprietăților la tracțiune uniaxială ale materialelor compozite printr-o combinație de măsurare și analiză. În acest articol, accentul este pus pe modul de deformare prin forfecare și este prezentat un exemplu de cercetare care combină măsurarea și analiza. În primul rând, a fost creat un model analitic pe baza rezultatelor observării structurii eterogene de mezoscară prin tomografie computerizată cu raze X (CT), iar valorile proprietăților au fost prezise prin efectuarea unei analize de omogenizare. Validitatea modelului a fost verificată prin compararea rezultatelor prezise cu rezultatele reale pentru forfecare pură. În plus, a fost efectuată separat o analiză în care condițiile de constrângere ale epruvetei de testare impuse de dispozitivul de testare utilizat în experiment (un dispozitiv conform cu JIS K 7092) au fost reproduse utilizând un coeficient de frecare. Rezultatele analitice au fost comparate cu rezultatele experimentale pentru a verifica validitatea rezultatelor experimentale.
Determinarea diferiților parametri necesari pentru crearea modelului
Evaluarea proprietăților de forfecare interlaminară a materialelor GFRP țesute simplu
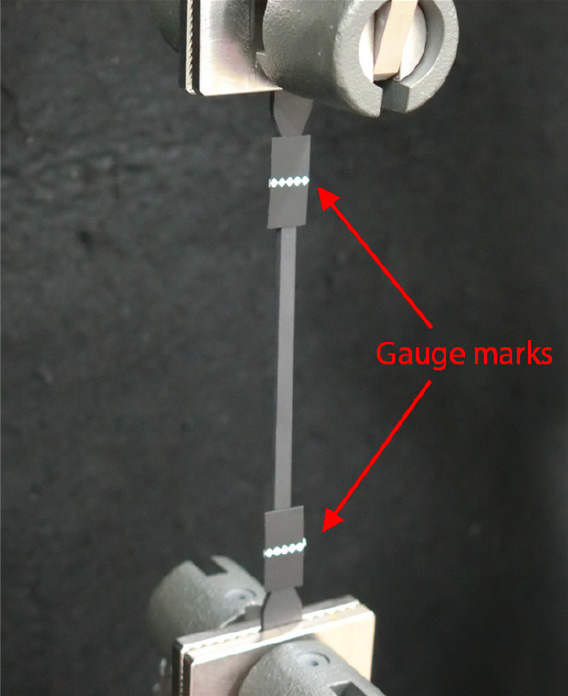
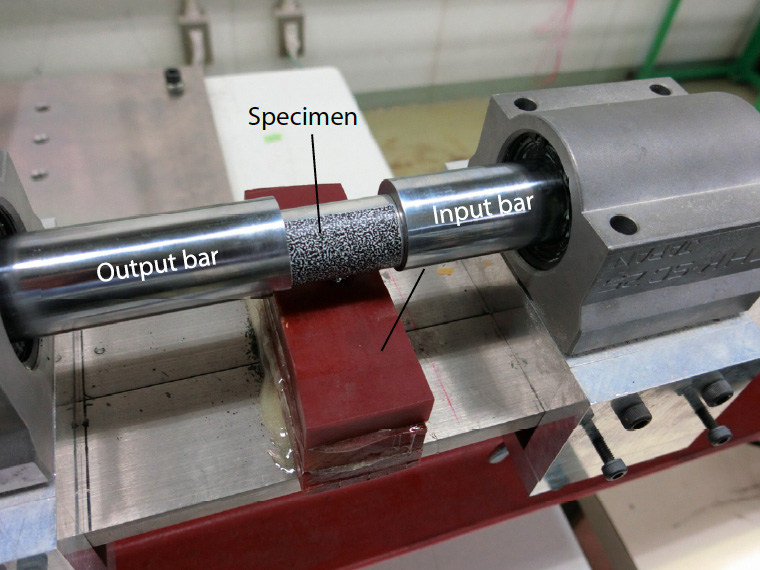
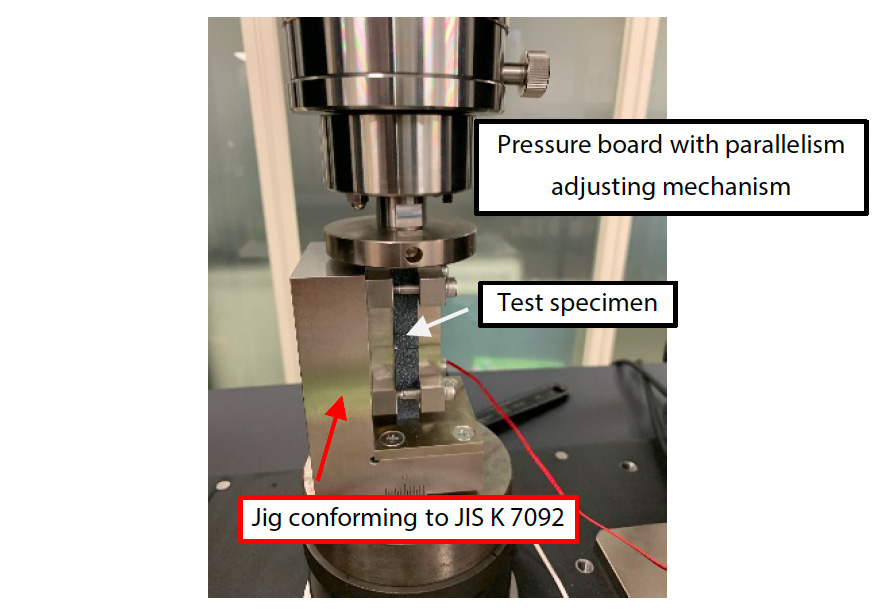
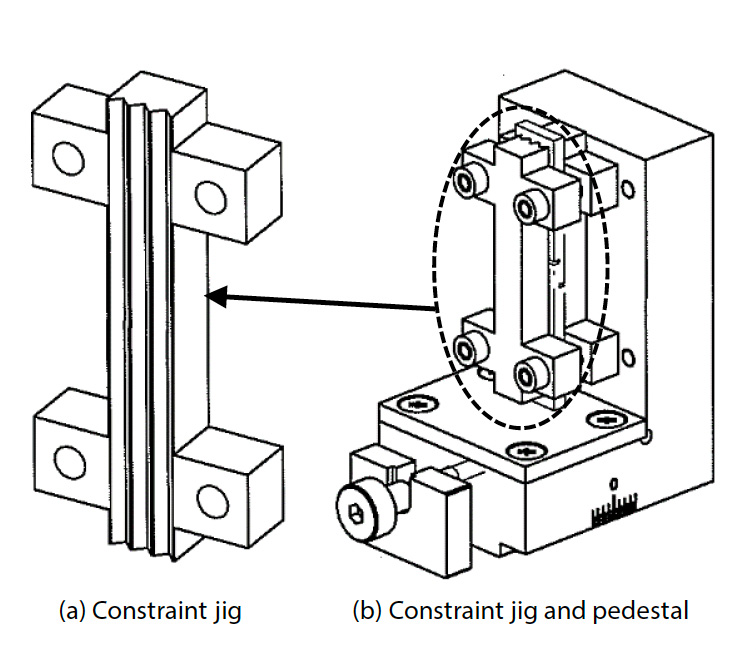
După cum se arată în Fig. 1, epruveta de testare a fost realizată dintr-o placă plată țesută GFRP cu o grosime de aproximativ 10 mm. Lungimea totală a epruvetei a fost de 80 mm, iar pentru a concentra deformarea la forfecare între canelurile crestate supuse sarcinii de forfecare, canelurile crestate au fost suprapuse cu 1 mm pentru a lărgi zona de deformare la forfecare față de forma specificată în JIS K 7092 (5), iar distribuția deformării în zona de deformare la forfecare a fost uniformă (4). Lățimea spațiului dintre caneluri și crestături a fost proiectată să fie de 1 mm. Un model aleatoriu a fost aplicat pe suprafața epruvetei de testare prin aplicarea unui spray negru urmat de un spray alb. Eșantionul a fost așezat într-un sistem de încercare la forfecare interlaminară format dintr-un dispozitiv conform JIS K 7092 și o placă de presiune cu un mecanism de reglare a paralelismului. 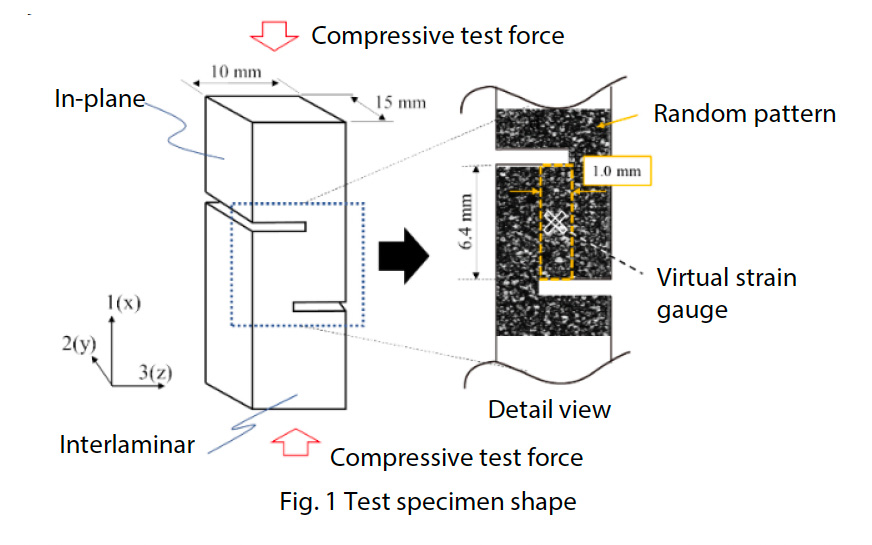
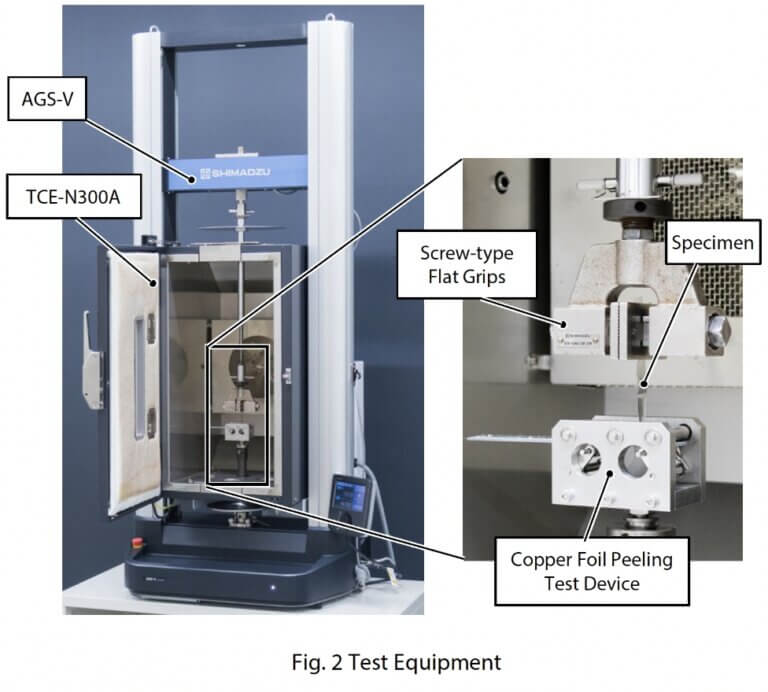
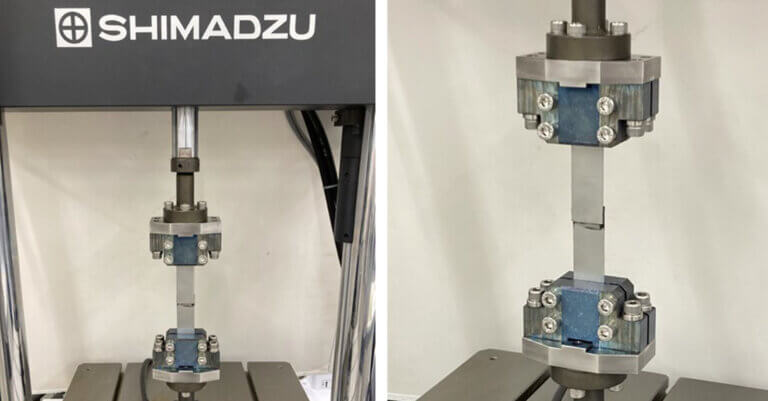
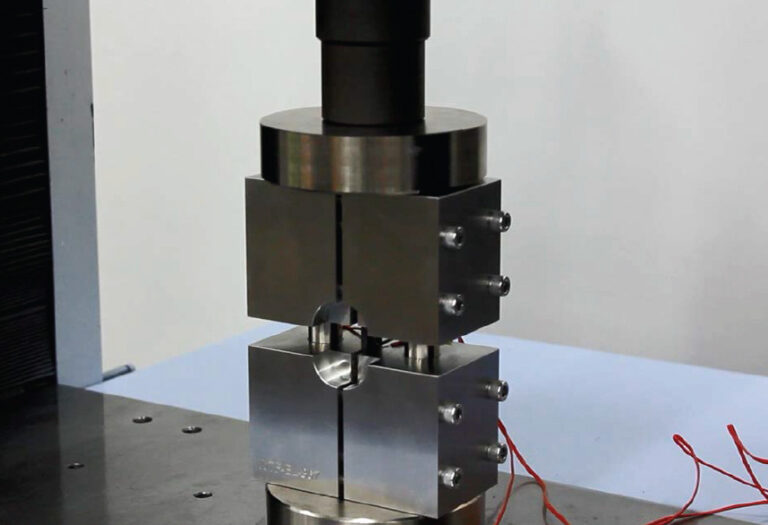
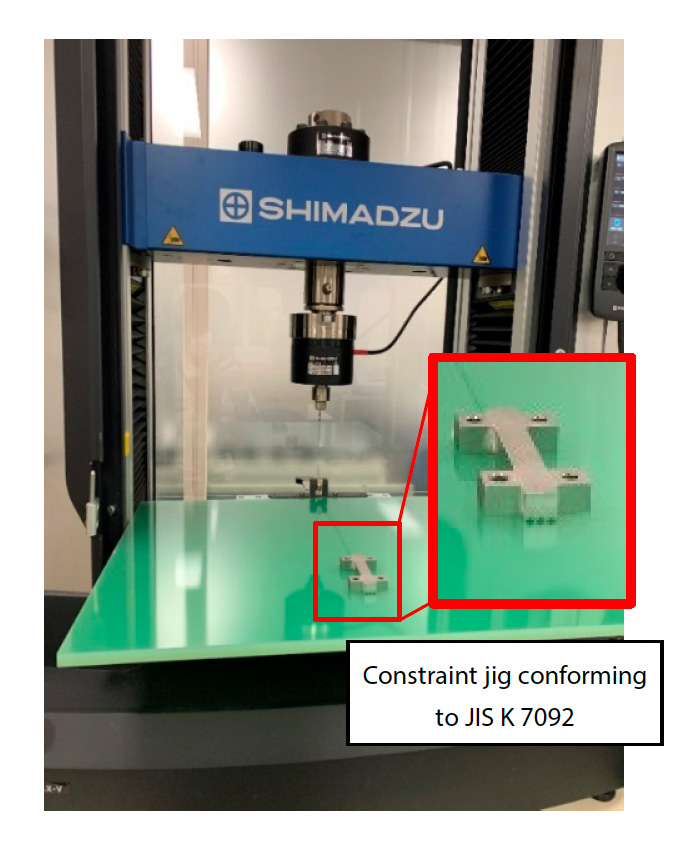
Fig. 2 prezintă sistemul de testare la forfecare interlaminară și starea după fixarea epruvetei de testare. Fig. 3 prezintă structura gabaritului conform cu JIS K 7092. Calibrul conform cu JIS K 7092 este clasificat, în linii mari, într-un calibru de constrângere care împiedică deformarea în afara planului a epruvetei de încercare și o componentă de piedestal care încarcă cu forță de compresiune fața de capăt inferioară a epruvetei de încercare. Pentru a suprima rezistența la alunecare cu epruveta de încercare, dispozitivul de constrângere are o structură cu caneluri paralelă cu direcția sarcinii de încercare. Rezistența la alunecare poate fi, de asemenea, ajustată prin modificarea cuplului de strângere a celor patru șuruburi de fixare și conectare a dispozitivului de constrângere la componenta piedestal. În cadrul acestui test, a fost adoptat un cuplu de strângere de 0,15 N-m, astfel cum este exemplificat în JIS K 7092. Folosind mașina universală de testare de precizie Autograph™ AGX™-50kNV prezentată în figura 4 și un extensometru fără contact de tip special TRViewX care nu este afectat de comportamentul în afara planului al epruvetei de testare, a fost construit un sistem de testare care poate achiziționa imagini de observare sincronizate cu semnalul forței de testare a mașinii de testare. Viteza de testare a fost de 0,5 mm/min. Deformația de forfecare a fost obținută dintr-o analiză DIC utilizând GOM Correlate 2016, care este produs de GOM GmbH.

γXZ=|ε_ (+45) |+|ε_ (-45) | (1)
|ε_ (+45) | : Valoarea absolută a deformării obținute de la ieșirea manometrului virtual instalat la + 45°
|ε_ (-45) | : Valoarea absolută a deformării obținute de la ieșirea manometrului virtual instalat la -45°
Tensiunea nominală de forfecare τXZ a fost calculată din ecuația (2).
τXZ= F/ab (2)
F: Forța de încercare (N), a: Distanța dintre canelurile crestate (6,4 mm), b: Lățimea epruvetei (15 mm)
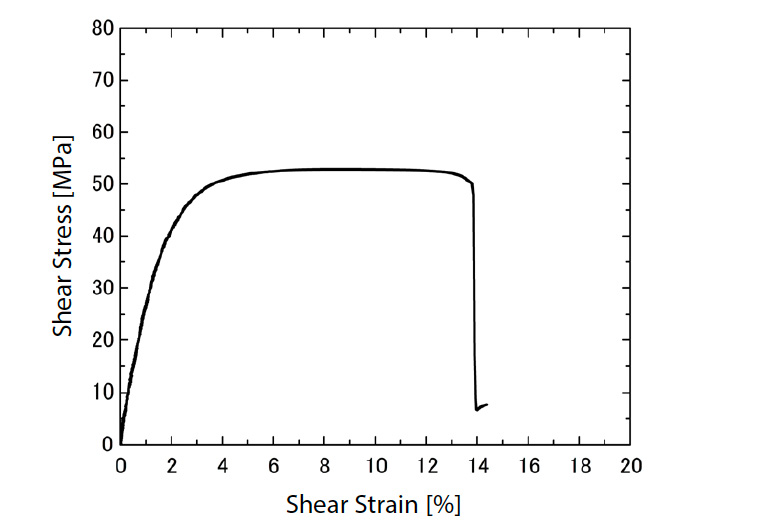
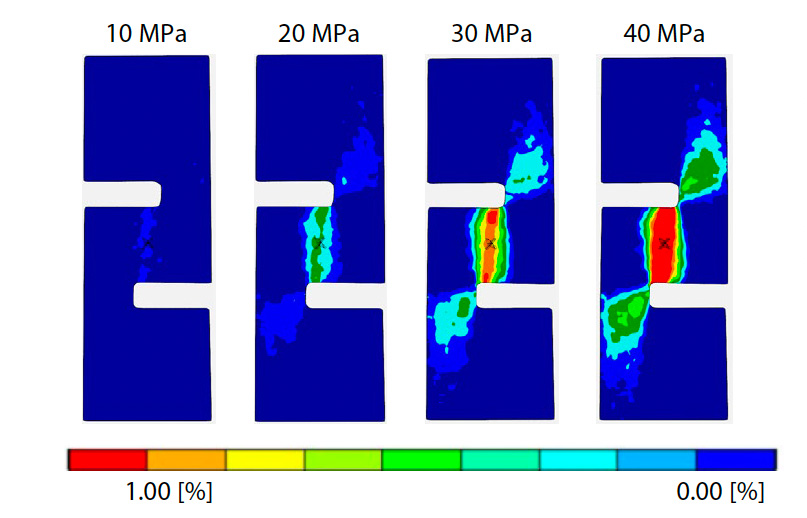
Fig. 5 prezintă diagrama tensiune de forfecare interlaminară - deformație a GFRP țesute simplu obținute în acest test. Relația dintre tensiune și deformare a GFRP țesute simplu este liniară până la o tensiune de forfecare de aproximativ 30 MPa, dar după aceea devine neliniară și cedează la aproximativ 50 MPa. După cum s-a menționat mai sus, materialul GFRP țesut simplu are o structură în care pânza din fibre de sticlă impregnată cu rășină este laminată. Prin urmare, materialul țesut simplu GFRP este bogat în rășină în direcția interlaminară și se consideră că neliniaritatea a apărut datorită caracteristicilor de ductilitate ale rășinii. Fig. 6 prezintă diagramele de contur ale deformației de forfecare interlaminară din rezultatele analizei DIC la 10 până la 40 MPa. Deformația de forfecare interlaminară este distribuită uniform și pe scară largă între crestăturile materialului GFRP cu țesătură netedă de la începutul testului, iar această tendință este aceeași chiar și atunci când sarcina aplicată pe epruvetă crește. Din relația cu tensiunea în regiunea inițială liniară, de la 0,1 la 0,3 % în Fig. 5, modulul de forfecare interlaminară calculat prin metoda celor mai mici pătrate a fost de 2546,1 MPa.
Evaluarea condițiilor de constrângere a epruvetelor prin măsurarea coeficientului de frecare
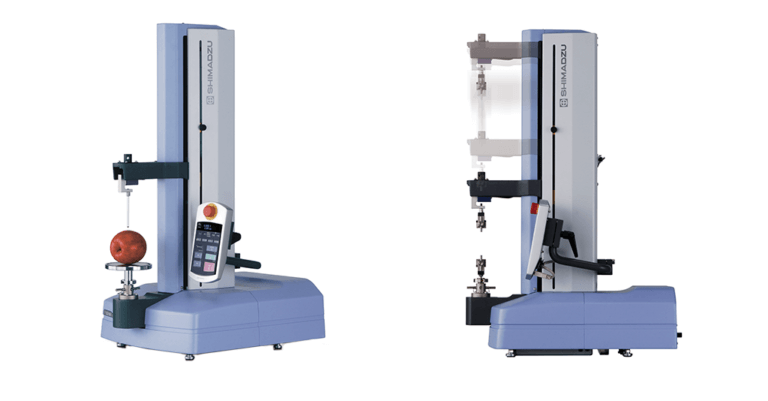
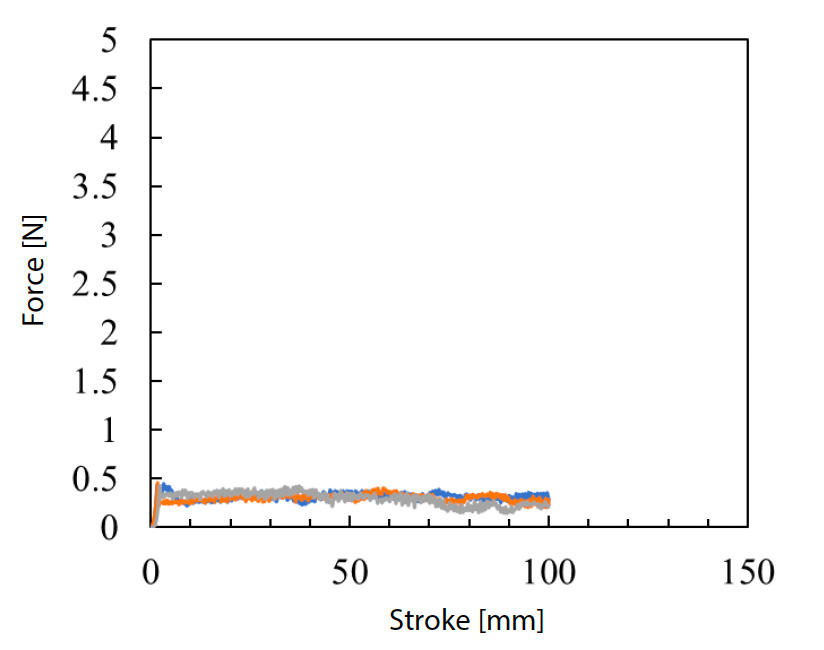
Condițiile de constrângere ale epruvetelor utilizate în testul de forfecare interlaminară au fost estimate prin măsurarea coeficientului de frecare cu ajutorul mașinii universale de testare de precizie Autograph AGX-5NV și al dispozitivului de măsurare a coeficientului de frecare. Fig. 7 prezintă testul. La efectuarea testului, pe spațiul de testare al mașinii de testare a fost plasată o placă plană din material GFRP cu țesătură netedă cu o grosime de 10 mm după tăierea epruvetei crestate, iar pe placa plană a fost instalat un dispozitiv de constrângere astfel încât suprafața de contact a epruvetei să o poată atinge. Viteza de testare a fost stabilită la 100 mm/min, iar datele privind forța de testare au fost obținute atunci când cursa mașinii de testare a fost operată la 100 mm. Pentru a confirma reproductibilitatea datelor obținute, au fost efectuate trei teste. Coeficientul de frecare dinamică pentru aplicarea la analiza CAE a fost calculat pe baza datelor medii privind forța de testare pentru o cursă de 20 până la 60 mm, obținute cu o forță de testare stabilă și cu greutatea dispozitivului de testare. Fig. 8 prezintă diagrama forță de testare - cursă, iar tabelul 1 prezintă rezultatele calculării coeficientului de frecare dinamică. Din rezultatele de mai sus, s-a constatat că coeficientul de frecare dinamică generat la suprafața de contact dintre epruvetă și dispozitivul de constrângere este de 0,33.

Achiziționarea de date privind forma specimenului crestat cu ajutorul sistemului CT cu raze X
Utilizând sistemul CT cu raze X cu microfocus inspXio™ SMX™-225 CT FPD HR Plus prezentat în figura 9, s-au obținut imagini transversale ale specimenului crestat pentru a determina forma modelului analitic. În condițiile prezentate în tabelul 2, imaginile CT au fost luate în apropierea canelurii crestate a testului, iar câteva sute de imagini transversale au fost scoase în format DICOM (Digital Imaging and Communications in Medicine). Fig. 10 prezintă imagini în secțiune transversală și o reprezentare tridimensională creată cu ajutorul unui software de analiză a imaginilor tridimensionale pe baza imaginilor în secțiune transversală. Într-o imagine în secțiune transversală, zonele cu densitate ridicată și absorbție ridicată a razelor X apar albe, iar zonele cu densitate scăzută și absorbție scăzută a razelor X apar negre. Prelucrarea imaginilor a fost efectuată pentru a crea un model din imaginea secțiunii transversale pentru a fi utilizat în analiza cu elemente finite. Analizând imaginile secțiunilor transversale obținute prin imagistica CT cu ajutorul Simpleware™ fabricat de Synopsys, au fost identificați parametrii de formă ai microstructurii necesari pentru crearea modelului de analiză. Pentru materialul GFRP împletit simplu care urmează să fie analizat, factorii care afectează proprietățile materialului sunt conținutul de volum și forma secțiunii transversale a cablului (un fascicul de câteva sute până la 1 000 de fibre dispuse într-o direcție), precum și distanța dintre fasciculele de fibre adiacente. Conținutul de monofilamente din interiorul cablului afectează, de asemenea, proprietățile materialului, dar în această imagine de analiză, nu a fost posibil să se obțină un contrast clar chiar și în regiunea fină din interiorul cablului, astfel încât acesta a fost determinat prin potrivire cu rezultatul montării. Detaliile sunt descrise în secțiunea 3 de mai jos. Acești parametri de formă nu sunt uniformi în întregul material și sunt distribuiți cu variații. Prin urmare, în instrumentul de analiză a imaginilor, a fost măsurată o gamă relativ largă care include mai multe fascicule de fibre, iar valoarea medie a fost adoptată ca formă a modelului de analiză.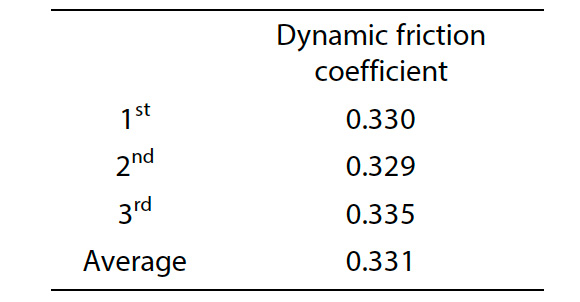

Crearea modelului
Identificarea parametrilor de formă
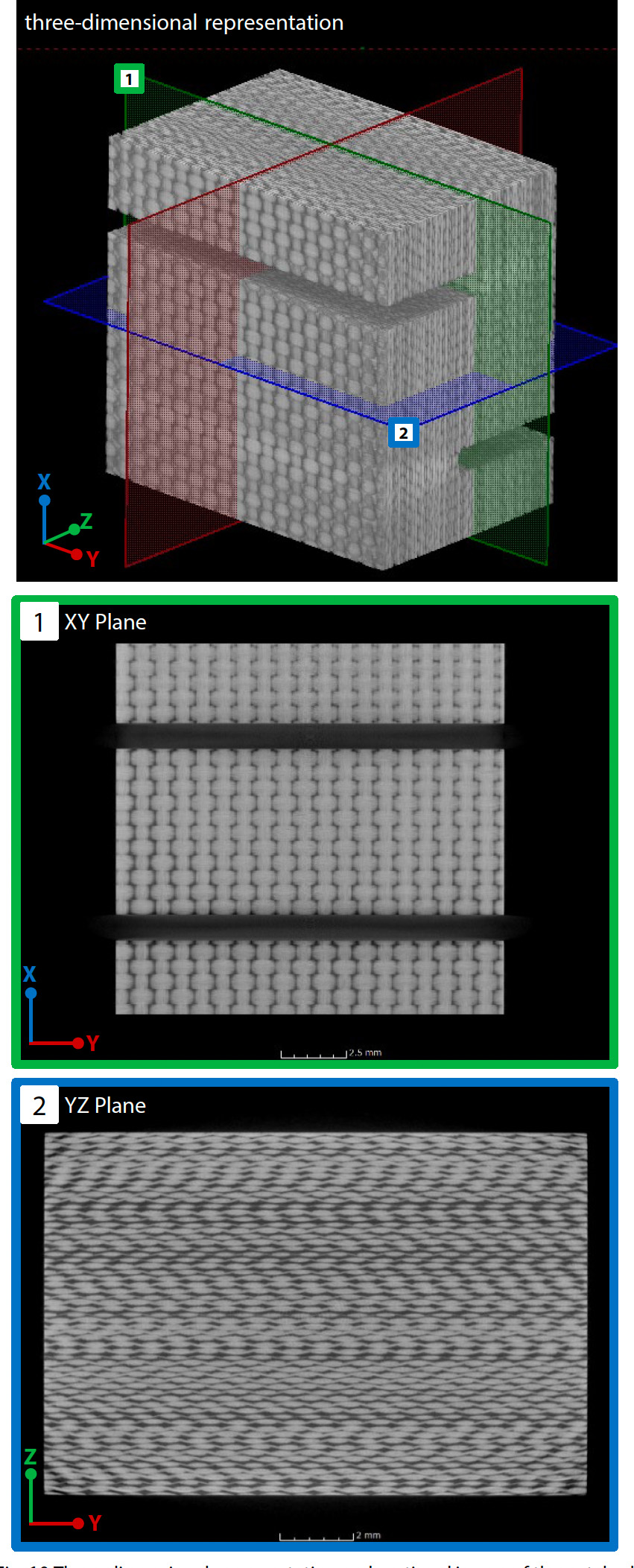
Fig. 11 prezintă fracția de volum a remorcii măsurată de Simpleware. Regiunea remorcii și regiunea matricei au fost separate prin binarizarea imaginii în scală de gri obținută din CT cu raze X cu praguri adecvate. Fracția de volum a fost determinată prin măsurarea volumului fiecărei regiuni separate.
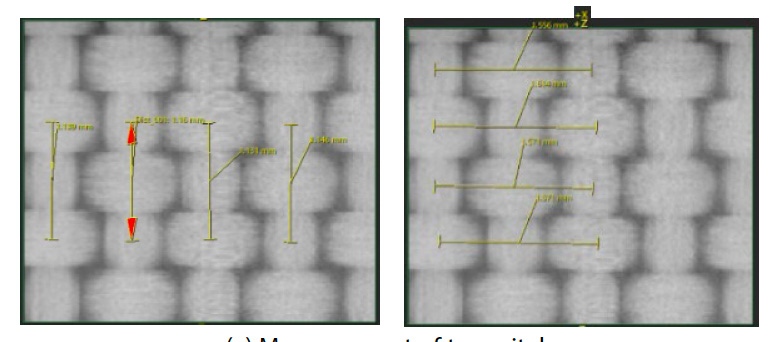
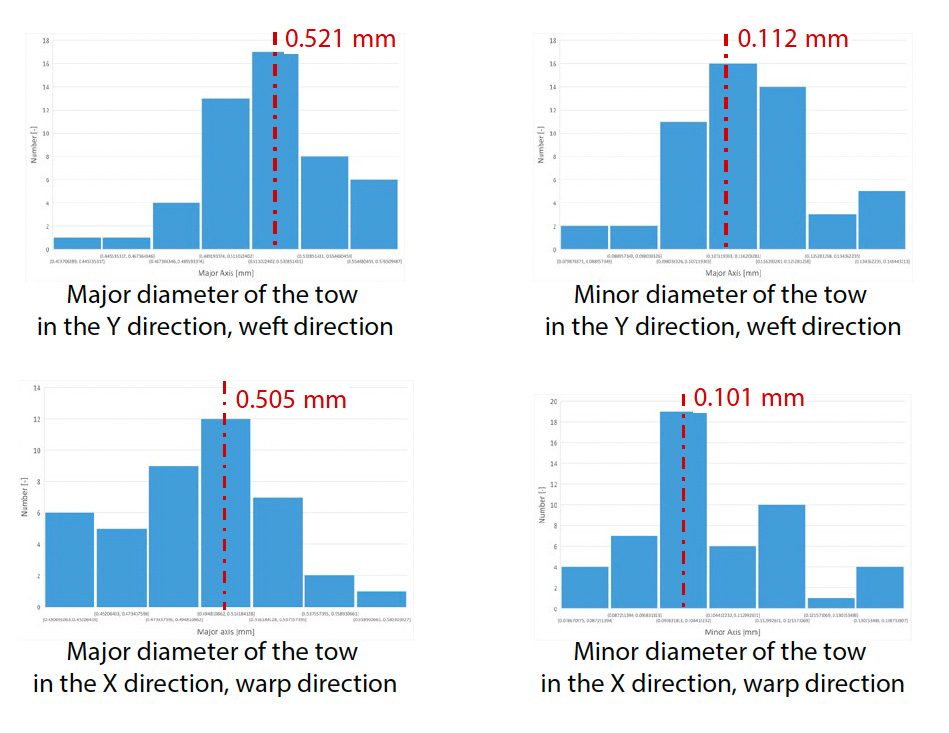
Fig. 12 prezintă forma secțiunii transversale a remorcii și distanța măsurată între remorci. S-a presupus că remorca are o secțiune transversală eliptică și s-au măsurat diametrele major și minor. Au fost selectate la întâmplare 49 de remorci. Fig. 12 prezintă rezultatul desenării unei histograme cu 7 bini prin aplicarea teoremei rădăcinii pătrate la numărul de puncte de măsurare pentru fiecare parametru de formă măsurat. Deoarece nu a existat nicio tendință ca toți parametrii de formă să se potrivească în mod clar cu o funcție statistică generală, cum ar fi distribuția Gaussiană, valoarea medie a intervalului cu cea mai mare probabilitate de existență a fost utilizată ca parametru de formă. Acest rezultat arată că forma remorcii în direcțiile X și Y este clar diferită. Cu toate acestea, în general, este extrem de rar să se proiecteze un produs având în vedere aceste microstructuri dependente de direcție, astfel încât, de această dată, o medie suplimentară a valorilor medii în ambele direcții a fost aplicată în mod egal cablului în ambele direcții.
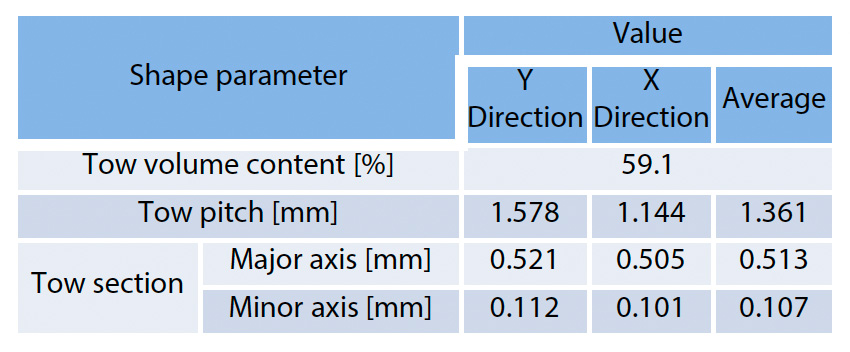
În Fig. 12 (c) este prezentată, de asemenea, o imagine de măsurare a distanței dintre remorcile adiacente. Acest parametru de formă a fost măsurat dintr-o imagine în afara planului. Limita dintre zonele care nu sunt întunecate de remorca perpendiculară și zonele care sunt întunecate de remorca perpendiculară sunt bogate în plastic și, prin urmare, apar întunecate. Prin urmare, zonele care nu sunt întunecate de remorcile ortogonale și zonele care sunt întunecate de remorcile ortogonale apar ca forme dreptunghiulare separate. Pasul de remorcare a fost definit ca distanța dintre punctele centrale ale acestui dreptunghi. Ca și în cazul formei secțiunii transversale a remorcii, a fost măsurată distanța dintre 49 de remorci. Pentru pasul dintre remorci, s-a observat o tendință de a depinde de direcțiile verticale și verticale ale fibrelor în (c) din aceeași figură, iar apoi valoarea medie a fost aplicată modelului de analiză. Tabelul 3 și Fig. 13 rezumă fiecare dintre parametrii de formă identificați în cele din urmă și modelele de analiză create efectiv pentru testul numeric.
Optimizarea parametrilor de formă
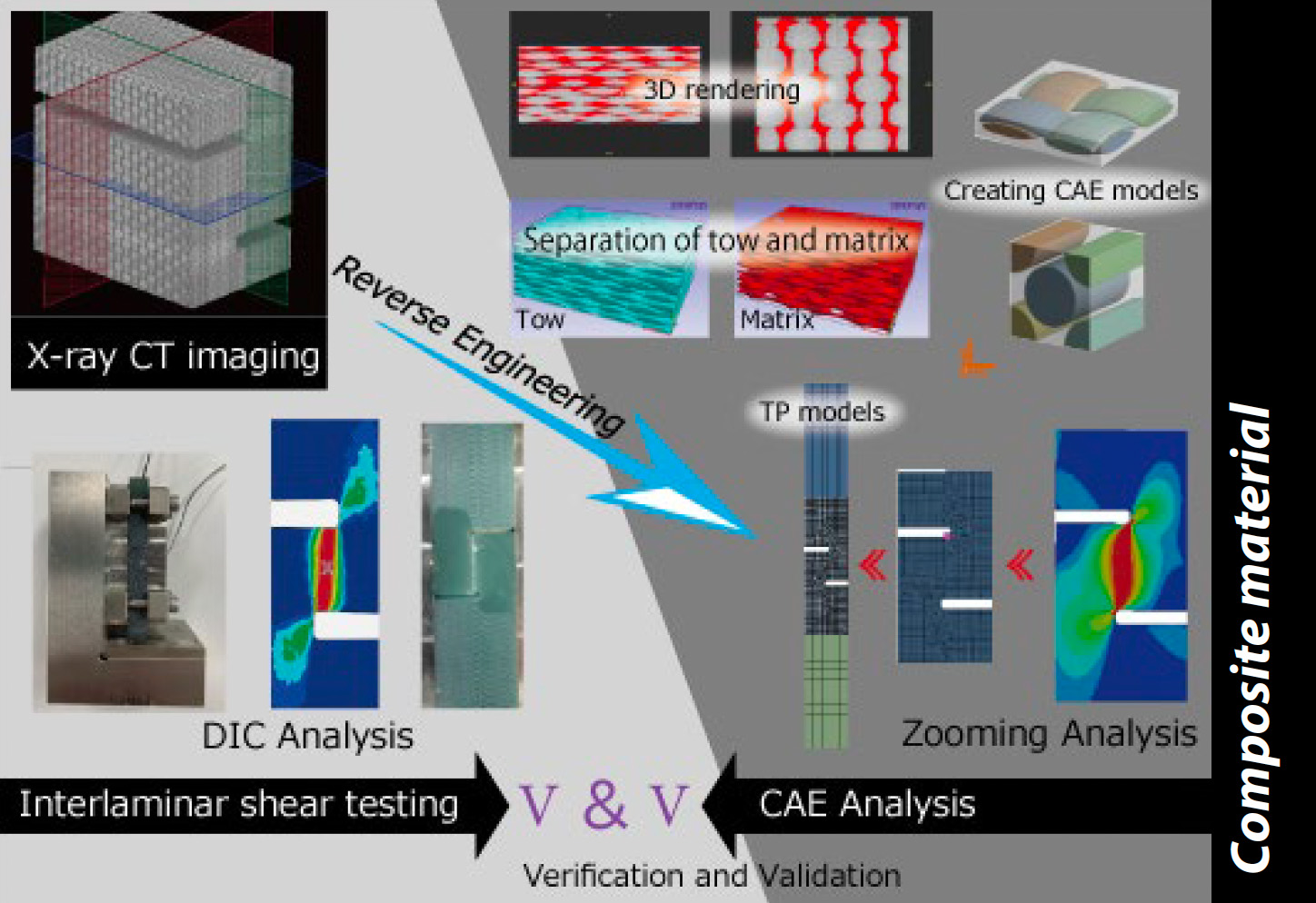
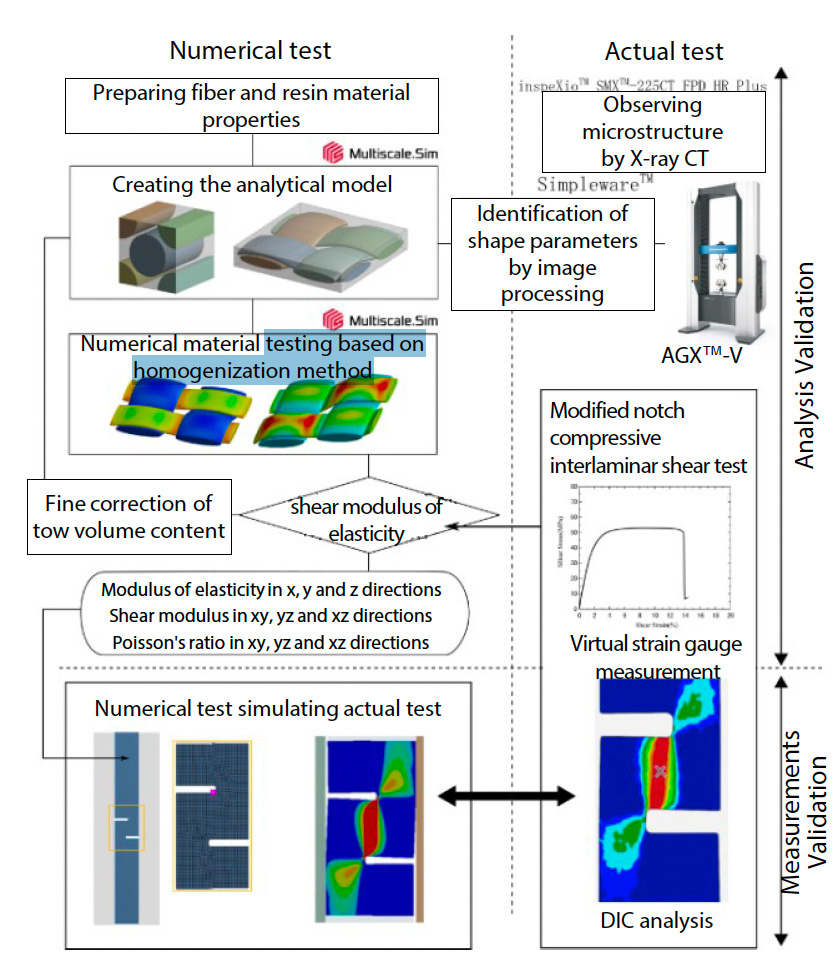
Materialele ranforsate cu fibre continue, cum ar fi pânza țesută simplă utilizată în această analiză, tind să aibă o anizotropie extrem de puternică. Metodele analitice bazate pe metoda omogenizării (10) sunt eficiente pentru prezicerea analitică a proprietăților materialelor care caracterizează comportamentul anizotropic. Metoda omogenizării oferă o abordare analitică pentru a evalua răspunsul aparent al materialului și, în cele din urmă, pentru a identifica proprietățile materialului prin efectuarea unui test numeric. test prin calcul numeric utilizând un model de elemente finite care reprezintă neomogenitatea microstructurii. Prin simpla măsurare a proprietăților materialelor fibrelor și rășinilor individuale (și a proprietăților interfeței materialelor, dacă acestea trebuie luate în considerare) sau prin obținerea lor dintr-o bază de date etc., se pot obține comportamentul anizotrop al materialelor și proprietățile materialelor pentru toate tipurile de armături, pe baza microstructurii lor eterogene. Pentru detalii privind această metodă de analiză, consultați Nota de aplicare nr. 58 (11). Fluxul general al analizei este prezentat în Fig. 14. S-a încercat să se verifice validitatea atât a aspectelor de analiză, cât și a celor de măsurare. Validarea analitică a fost realizată prin analiza de omogenizare descrisă mai sus. Informațiile necesare au fost forma microstructurii și proprietățile materialelor din care aceasta a fost compusă. Valorile specifice ale parametrilor de formă necesare pentru modelarea microstructurii au fost identificate prin aplicarea datelor observate prin CT cu raze X la prelucrarea imaginilor, așa cum este descris în secțiunea 2-3.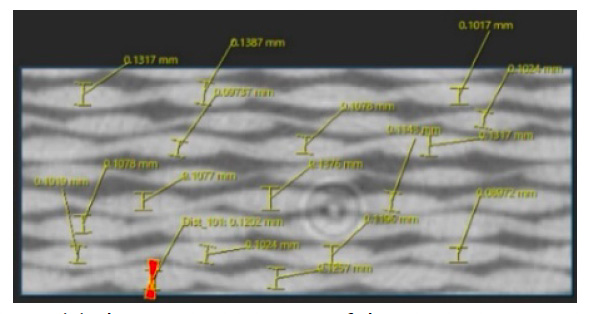

Validarea metodei de testare
Pentru a verifica validitatea metodei de testare reale, a fost efectuată o analiză cu aceeași formă și aceleași condiții limită ca cele ale testului. Proprietățile materialului din pânză simplă utilizat în acest model de analiză au fost obținute în faza de verificare a analizei. Prin compararea distribuției deformațiilor de forfecare în epruvetă, obținută prin analiză, cu rezultatul măsurat prin analiza DIC, s-a confirmat că rezultatul analitic a concordat bine cu rezultatul testului real. În același timp, partea de analiză a încercat să cuantifice condițiile care afectează rezultatele testelor prin compararea coeficientului de frecare dintre dispozitiv și epruvetă și rezultatele analitice obținute prin modificarea virtuală a sarcinii de strângere a dispozitivului.
Metoda de analiză
În primul rând, proprietățile materiale ortotropice ale materialelor țesute simple GFRP au fost calculate prin analiza de omogenizare. Fig. 15 prezintă modelele solid și cu elemente finite ale materialului textil GFRP utilizat în analiză. După cum s-a menționat mai sus, structurile țesute la mezoscale au fost identificate prin prelucrarea imaginilor rezultatelor obținute prin CT cu raze X. Modelul mezoscalar presupune că regiunea de tracțiune este omogenă. În realitate, materialul are o structură neomogenă formată din mănunchiuri de fibre orientate într-o singură direcție, astfel încât este necesar să se prevadă proprietăți anizotrope ale materialului care să reflecte corect structura microscopică. Prin urmare, modelul prezentat în fig. (a-2) și Fig. (b-2) a fost pregătit pentru mănunchiurile de fibre din regiunea de tracțiune, iar o analiză de omogenizare a fost efectuată separat pentru a obține proprietățile fizice. Materialele care alcătuiesc compozitul sunt sticla E (modulul lui Young: 72,5 GPa, raportul lui Poisson: 0,2) pentru fibre și rășina epoxidică (modulul lui Young: 3,5 GPa, raportul lui Poisson: 0,35) pentru rășini. S-a presupus că aceste două proprietăți sunt elastice și s-a făcut referire la valorile din baza de date a materialelor furnizată de instrumentul de analiză. În analiza de omogenizare, toate proprietățile materialelor care caracterizează proprietățile ortotropice ale materialelor din țesături GFRP au fost obținute prin efectuarea de teste numerice care simulează tensiunea uniaxială ideală și forfecarea interlaminară pentru aceste modele. În mod specific, proprietățile materialelor au constat în 9 tipuri de proprietăți fizice: modulul de elasticitate longitudinal, raportul lui Poisson și modulul de elasticitate la forfecare în 3 direcții. Fig. 16 prezintă modelul analitic realizat pentru verificarea părții experimentale. Modelul a constat dintr-o probă GFRP și un gabarit de constrângere care menține proba în direcția grosimii. Sarcinile de presare și tensiunile de compresiune pe epruvete și jiguri au fost definite direct pe fețele acestor piese, iar alte geometrii (orificii pentru șuruburi ale jigului, jig pentru susținerea epruvetei din partea superioară și inferioară a figurii etc.) nu au fost modelate riguros. Mai exact, suprafața inferioară a specimenului din figura 16 a fost definită cu o constrângere de deplasare completă, iar suprafața superioară a fost definită cu o tensiune de compresiune de 30 MPa. În cadrul testului real, a fost aplicată o sarcină de împingere în direcția în afara planului prin intermediul cuplului aplicat gabaritului, dar în analiză, deplasarea gabaritului a fost limitată la zero. În plus, a fost analizat și cazul în care jigul nu a fost instalat. În apropierea crestăturii GFRP, distribuția deformațiilor trebuia să fie complexă, dar în regiunea suficient de îndepărtată de crestătură, distribuția tensiunilor și deformațiilor trebuia să fie aproape uniformă. Prin urmare, partea din GFRP a fost împărțită în zona din apropierea crestăturii și celelalte zone, iar ochiurile de plasă au fost fixate fin numai în apropierea crestăturii. A existat o rețea discontinuă între două părți cu o grosime diferită a rețelei, dar a fost reprodusă o stare de fixare realistă prin definirea unei constrângeri multipunct (MPC) la interfață. În ceea ce privește comportamentul materialului, părții din GFRP i-au fost atribuite proprietățile materialului obținute prin analiza de omogenizare prezentată mai sus, iar gabaritul a fost considerat rigid și ned deformabil. Coeficientul de frecare dintre materialul GFRP țesut simplu și jig a fost analizat în 3 modele, 0,0, 0,3 și 0,4 pentru a confirma efectul asupra rezultatelor testelor. Din datele rezultatelor analizei obținute aici, au fost observate distribuția deformației de forfecare interlaminară și valorile deformației de forfecare și ale tensiunii de forfecare în centrul epruvetei. Validitatea condițiilor de testare a fost verificată prin compararea acestor rezultate cu distribuția tensiunii de forfecare măsurată obținută cu ajutorul analizei DIC și cu tensiunea de forfecare măsurată în centrul epruvetei obținută cu ajutorul tensiometrului virtual. În acest test, în mod ideal, tensiunea de compresiune de 30 MPa aplicată părții superioare a epruvetei este transmisă la fel ca tensiunea de forfecare din centrul epruvetei. Tensiunea de forfecare din rezultatele analizei a fost observată pentru a vedea dacă această condiție ideală a fost atinsă.Rezultatele analizei CAE
În primul rând, a fost efectuată o analiză de omogenizare pe modelul analitic prezentat în figura 16, iar rezultatele evaluării modulelor elastice ortotrope ale regiunii de tracțiune și ale întregului material țesut simplu sunt prezentate în tabelul 4. Deoarece rigiditatea la forfecare a materialului țesut simplu a fost evaluată în cadrul testului, conținutul de volum al fibrelor din regiunea remorcii a fost ajustat în analiză astfel încât modulul de forfecare analizat să coincidă cu modulul de forfecare măsurat. Conținutul de volum al fibrelor din regiunea remorcii obținut în cele din urmă prin estimare inversă a fost de aproximativ 57,27 %. Acesta nu a fost foarte diferit de alte studii efectuate prin SEM și este considerat rezonabil. Tabelul 5 rezumă rezultatele fiecărui studiu de caz care a utilizat modelul optimizat pentru a varia prezența sau absența unui dispozitiv de constrângere și pentru a varia coeficientul de frecare dintre dispozitivul de constrângere și epruvetă. Rezultatele distribuției deformațiilor de forfecare măsurate din analiza DIC sunt, de asemenea, prezentate în partea dreaptă și exterioară a tabelului 5. În toate condițiile, se poate observa că deformarea la forfecare este concentrată în apropierea centrului epruvetei intercalate între cele două crestături. Cu toate acestea, se poate deduce că deformarea epruvetei este diferită, deoarece distribuția deformațiilor depinde de condițiile de solicitare din regiunea ușor îndepărtată de centru și de pe partea marginală a celor două crestături. Atunci când gabaritul nu este instalat, se poate observa că există o deformație ridicată de același ordin cu cea din centrul epruvetei care se extinde de la crestătură la margine. Acest lucru se poate datora deformării de flambare în afara planului a epruvetei. Rezultatele indică, de asemenea, că tensiunea de forfecare în centrul epruvetei este mai mare decât presiunea externă, indicând faptul că nu se poate obține o deformare de forfecare precisă în afara planului. În condițiile în care este plasat un dispozitiv fix, zona de deformare la forfecare ridicată de la capătul crestăturii este mică, astfel încât se poate observa că deformarea de flambaj este suprimată. S-a confirmat că gradul de suprimare a devenit mai pronunțat odată cu creșterea coeficientului de frecare dintre materialul GFRP cu țesătură netedă și dispozitiv. Cu toate acestea, pe măsură ce coeficientul de frecare a crescut la 0,4, tensiunea din centrul probei a devenit mai mică decât presiunea externă. Se consideră că acest lucru este cauzat de faptul că energia presiunii externe se pierde din cauza forței de rezistență la frecare într-un grad care nu poate fi ignorat. Într-un test real, coeficientul de frecare nu poate fi controlat, astfel încât este necesar să se aplice o sarcină de presare adecvată, astfel încât deformarea în direcția în plan să nu fie prea suprimată, suprimând în același timp deformarea în afara planului a epruvetei.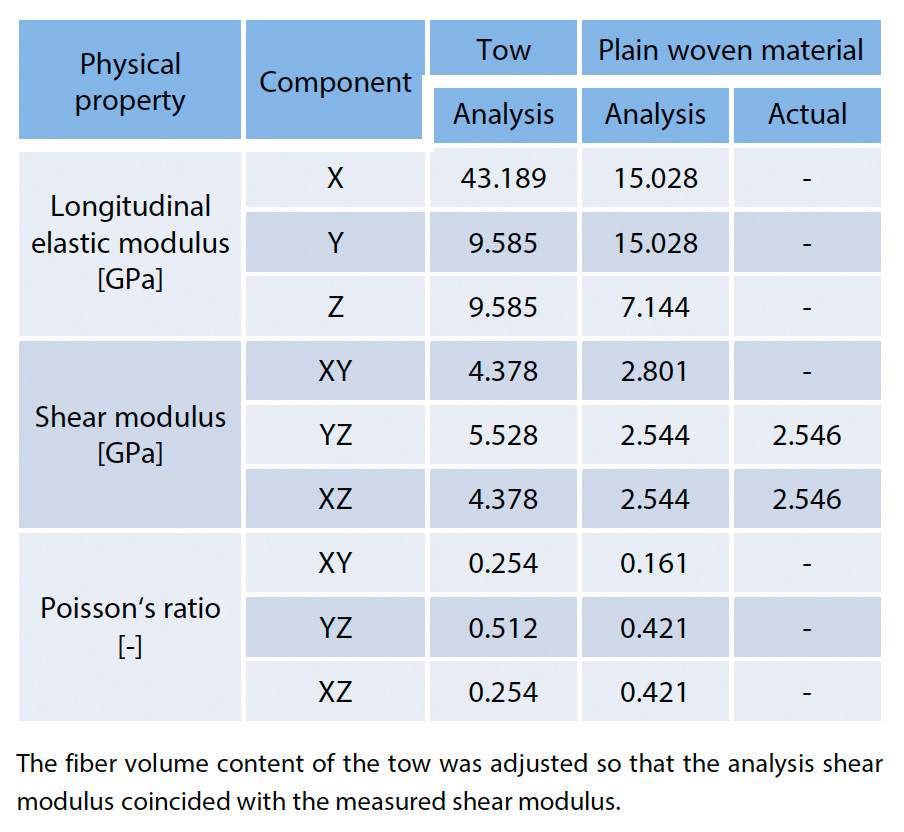
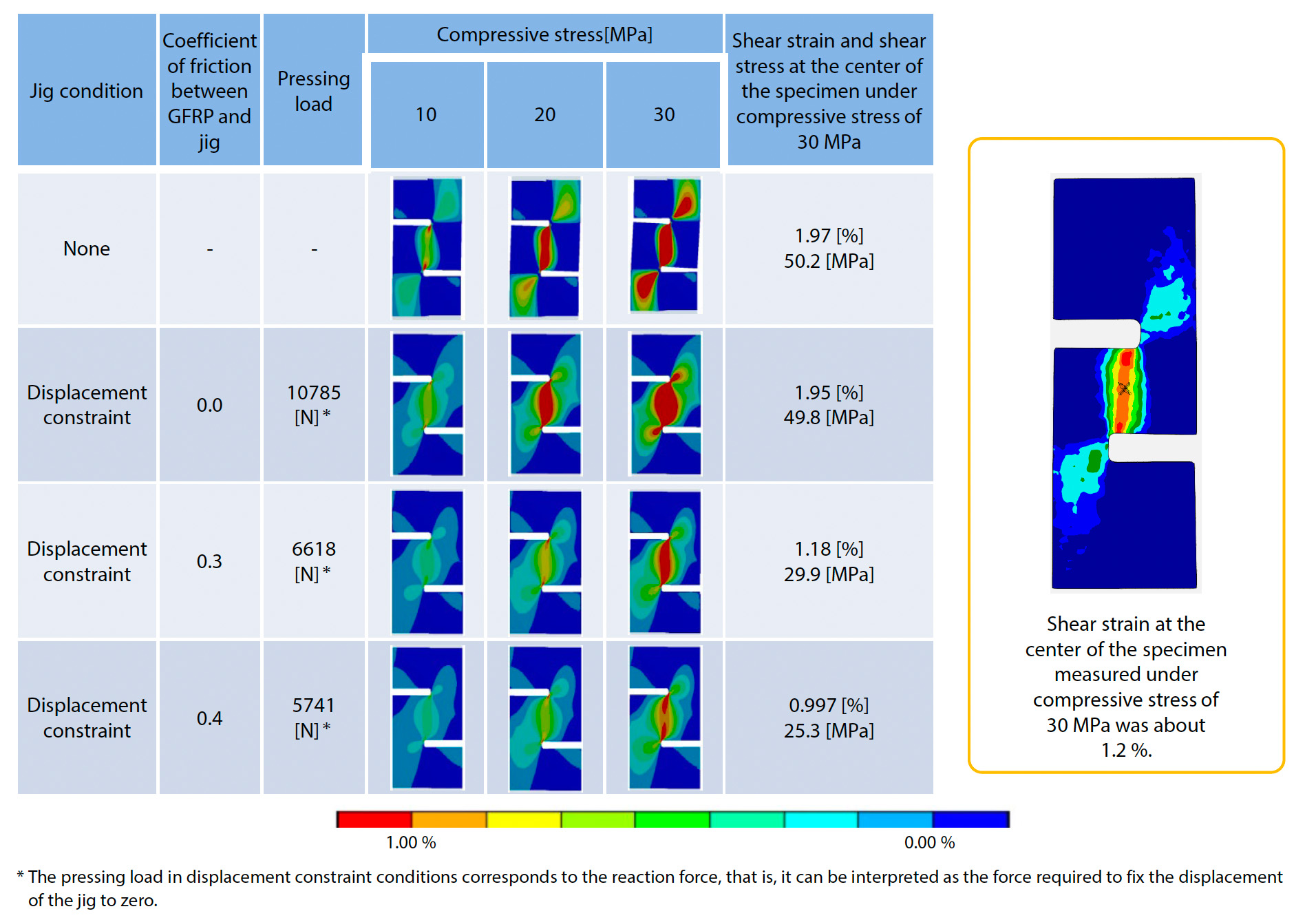
În testul descris în secțiunea 2-2, coeficientul de frecare între materiale a fost confirmat ca fiind de aproximativ 0,3. În aceste condiții, tensiunea de forfecare din centrul epruvetei este egală cu presiunea externă, ceea ce indică atingerea condițiilor ideale de forfecare.
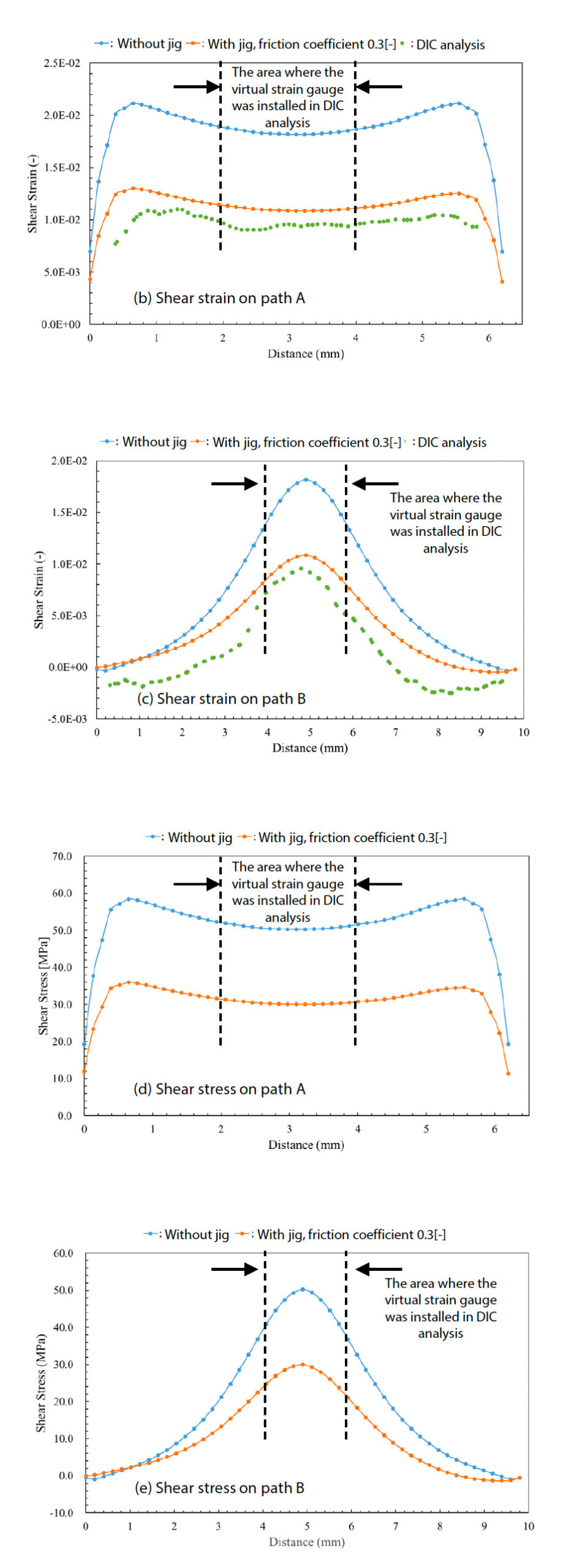
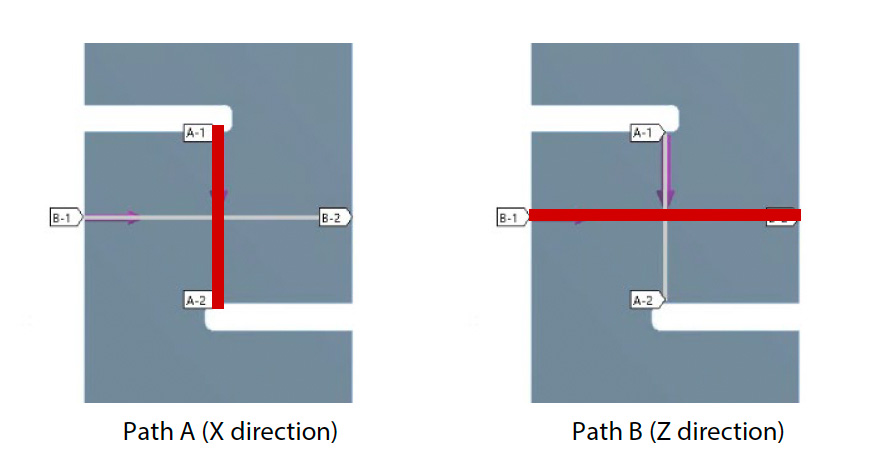
În cele din urmă, pentru a vedea mai detaliat distribuția deformației de forfecare în apropierea crestăturilor, rezultatele deformației de forfecare și ale tensiunii de forfecare au fost trasate pe cele 2 trasee prezentate în Fig. 17 (a). Rezultatele sunt prezentate în figurile (b)-(e). Centrul epruvetei corespunde unei distanțe de 3,2 mm în calea A și 5,0 mm în calea B. În analiza DIC, zona în care a fost instalat tensiometrul virtual este situată aproape de centru. Pentru un test de forfecare interlaminară precis, este de așteptat ca partea centrală a epruvetei să se afle într-un mod de forfecare ideal, dar este de dorit, de asemenea, ca condiții similare să existe pe o gamă largă în vecinătate. În special, atunci când se măsoară valorile tensiunii locale cu un tensiometru, este de dorit să se mențină o valoare constantă într-o zonă de măsurare de aproximativ 2 mm x 2 mm.
În situația în care este plasat dispozitivul de constrângere, așa cum se arată în Fig. 17 (b) și (c), acest lucru este aproape realizat și se așteaptă ca caracteristicile de forfecare interlaminară ale specimenului să poată fi măsurate cu o anumită precizie. Pe de altă parte, în cazul în care jigul nu este plasat, din cauza deformării în afara planului, deformația mediană de forfecare este anormal de mare în comparație cu măsurarea, iar rezultatul pe calea A se observă a fi remarcabil de convex în jos, așa cum se arată în Fig. 17 (b).
Distribuția tensiunii de forfecare a fost, de asemenea, verificată și s-a constatat că, în condițiile în care a fost plasat jigul de constrângere, tensiunea de forfecare prezentată în Fig. 17 (d) a fost distribuită în linii mari într-o anumită măsură pe calea A, similar cu tensiunea de forfecare. În plus, s-a confirmat faptul că tensiometrul virtual utilizat în analiza DIC a fost distribuit într-o formă largă în regiunea în care a fost instalat tensiometrul virtual pe calea B, care a fost aproape de centrul dintre canelurile crestate corespunzătoare unei distanțe de 2 până la 4 mm pe calea B. În încercare, nu există nicio altă metodă de evaluare a tensiunii decât calcularea tensiunii nominale de forfecare prin împărțirea forței de încercare măsurate în celula de sarcină a mașinii de încercare la suprafața secțiunii transversale a epruvetei, după cum se arată în ecuația (2) din secțiunea 2-1. În rezultatele prezentate în Fig. 17(d), nu există nicio concentrare de tensiuni în apropierea crestăturii din epruvetă, iar distribuția uniformă a tensiunilor pe intervalul crestăturii de 6,4 mm poate fi verificată numai prin analiza CAE. Rezultatele analizei CAE nu au arătat nicio concentrare locală semnificativă a tensiunilor, demonstrând că metodele de testare și geometriile de testare aplicate în cadrul testului sunt utile pentru evaluarea tensiunii nominale de forfecare, precum și a deformării liniare și neliniare.
Aceste rezultate indică faptul că testul de forfecare interlaminară poate fi reprodus prin plasarea dispozitivului în direcția exterioară planului epruvetei și prin susținerea acestuia cu o sarcină moderată care nu interferează cu alunecarea tangențială a interfeței dintre materialul sculei și epruvetei, dar suprimă flambajul normal.
Rezumat
În această lucrare, am prezentat un caz în care caracteristicile de forfecare interlaminară ale materialelor țesute simplu GFRP au fost evaluate prin metoda testului de forfecare interlaminară utilizând metoda de compresie modificată a crestăturii atât din analiza DIC experimentală, cât și din analiza CAE.
Modelul de analiză CAE a fost construit prin stabilirea condițiilor limită între epruvetă și dispozitivul de constrângere, luând în considerare coeficientul de frecare. Rezultatele analizei DIC și ale analizei CAE s-au dovedit a fi aproape identice în următoarele trei puncte obținute între canelurile crestate ale specimenului.
1. Diagrama de contur a distribuției deformațiilor de forfecare
2. Forma distribuției deformațiilor de forfecare în direcția X
3. Forma distribuției tensiunii de forfecare în direcția Z
În plus, distribuția tensiunii între canelurile crestate, calculată prin analiza CAE, a fost largă și uniformă și nu s-a observat nicio concentrare locală a tensiunii.
Metoda testului de forfecare interlaminară cu compresia modificată a crestăturii aplicată în testul real s-a dovedit a fi utilă nu numai pentru obținerea deformării liniare și neliniare, ci și pentru evaluarea tensiunii nominale de forfecare.
Referințe
1) Pettersson KB, Neumeister JM. O configurație de tracțiune pentru testul de forfecare a compozitelor IDNS. Compos Part A Appl Sci Manuf 2006; 37 (2) : 229-42.2) Melin LN, Neumeister JM. Măsurarea comportamentului constitutiv la forfecare al compozitelor ortotrope și evaluarea testului Iosipescu modificat. Compos Struct 2006; 76 (1-2) : 106-15.
3) Julio F. Davalos a, Pizhong Qiao b, Vinod Ramayanam a, Luyang Shan b, Justin Robinso. Torsiunea grinzilor sandwich FRP din fagure de miere cu o configurație sinusoidală a miezului. Compos Struct 2009; 88: 97-111
4) T.Murakami, T.Matsuo, T.Sumiyama, Metoda experimentală și evaluarea proprietăților de forfecare interlaminară ale compozitelor termoplastice cu toroane orientate aleatoriu pe baza specimenului dublu modificat și a corelației imaginii digitale bidimensionale. J. Compos. Mater., în curs de publicare, https://doi.org/10.1177/0021998320967719 (2020).
5) JIS K 7092. Metodă de încercare a rezistenței la forfecare interlaminară a plasticului ranforsat cu fibre de carbon prin eprubete cu două crestături. În: Manualul JIS. Tokyo: Japanese Standard Association; 2010.
6) Bouette B, Cazeneuve C și Oytana C. Efectul vitezei de deformare asupra proprietăților de forfecare interlaminară a compozitelor carbon/epoxi. Compos Sci Technol 1992; 45: 313-321.
7) Site-ul Ministerului Economiei, Comerțului și Industriei: https://www.meti.go.jp/policy/digital_transformation/index.html
8) J.D.Eshelby, The determination of the elastic field of an ellipsoidal inclusion and related problems, Proc. Roy. Soc. Lond, Vol.A241, pp.376- 396 (1957).
9) T. Mori, K. Tanaka, verage stress in matrix and average elastic energy of materials with misfitting inclusions, Acta Metallurgica, Vol.21, No.5, pp.571- 574 (1973).
10) Terada, K., Kato, J., Hirayama, N., Inugai, T. și Yamamoto, K., A method of two-scale analysis with micromacro decoupling scheme: application to hyperelastic composite materials, Computational Mechanics, Vol.52, pp.1199-1219 (2013).
11) Koji Yamamoto, Takashi Murakami, Satoshi Iguchi, Zen Miyazaki Application Note No.58 Verificarea și validarea (V&V) rezultatelor simulării testului de tracțiune uniaxială a materialelor compozite: Fuziunea măsurătorilor reale și a analizei de omogenizare https://www.shimadzu.com/an/sites/shimadzu.com.an/files/pim/pim_d ocument_file/applications/application_note/11055/jpi320003.pdf
12) https://www.cybernet.co.jp/ansys/product/lineup/multiscale/multiscale/
13) https://www.cybernet.co.jp/ansys/product/
Descărcare
- Applicație: Validarea aplicabilității metodei modificate de încercare la forfecare interlaminară prin compresiune cu crestătură